Download
1 / 2
0 likes | 21 Views
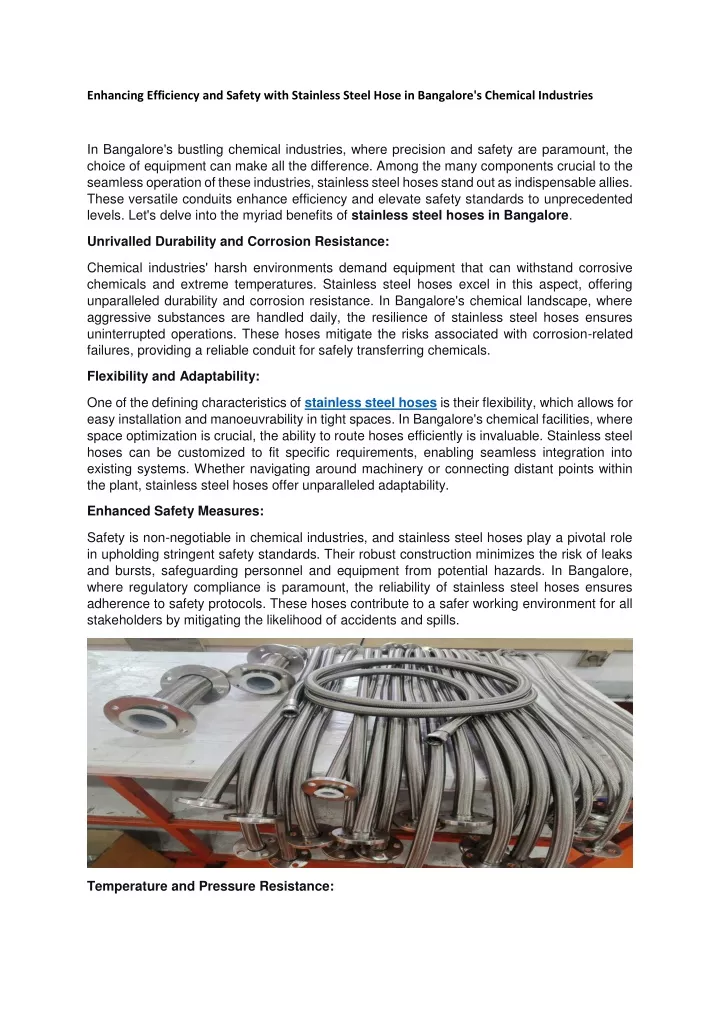
One of the defining characteristics of stainless steel hoses is their flexibility, which allows for easy installation and manoeuvrability in tight spaces. In Bangalore's chemical facilities, where space optimization is crucial, the ability to route hoses efficiently is invaluable. Stainless steel hoses can be customized to fit specific requirements, enabling seamless integration into existing systems. Whether navigating around machinery or connecting distant points within the plant, stainless steel hoses offer unparalleled adaptability.

E N D
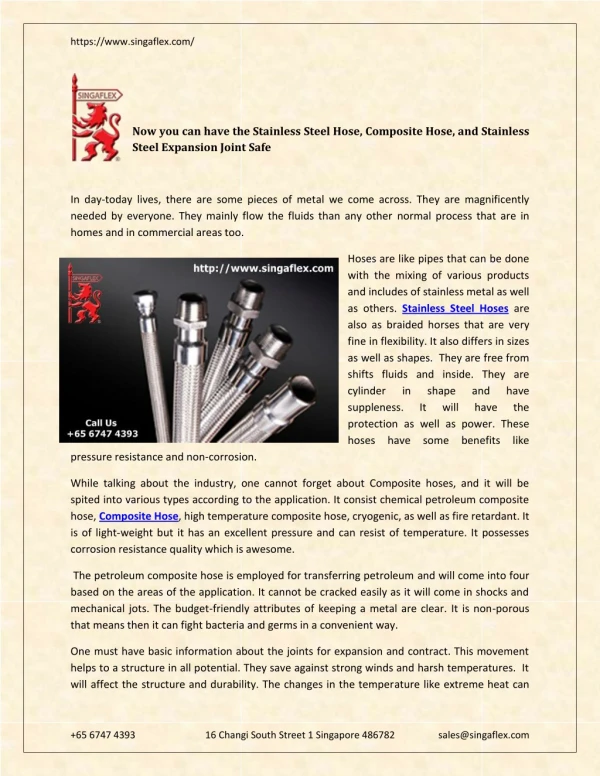
Enhancing Efficiency and Safety with Stainless Steel Hose in Bangalore's Chemical Industries In Bangalore's bustling chemical industries, where precision and safety are paramount, the choice of equipment can make all the difference. Among the many components crucial to the seamless operation of these industries, stainless steel hoses stand out as indispensable allies. These versatile conduits enhance efficiency and elevate safety standards to unprecedented levels. Let's delve into the myriad benefits of stainless steel hoses in Bangalore. Unrivalled Durability and Corrosion Resistance: Chemical industries' harsh environments demand equipment that can withstand corrosive chemicals and extreme temperatures. Stainless steel hoses excel in this aspect, offering unparalleled durability and corrosion resistance. In Bangalore's chemical landscape, where aggressive substances are handled daily, the resilience of stainless steel hoses ensures uninterrupted operations. These hoses mitigate the risks associated with corrosion-related failures, providing a reliable conduit for safely transferring chemicals. Flexibility and Adaptability: One of the defining characteristics of stainless steel hoses is their flexibility, which allows for easy installation and manoeuvrability in tight spaces. In Bangalore's chemical facilities, where space optimization is crucial, the ability to route hoses efficiently is invaluable. Stainless steel hoses can be customized to fit specific requirements, enabling seamless integration into existing systems. Whether navigating around machinery or connecting distant points within the plant, stainless steel hoses offer unparalleled adaptability. Enhanced Safety Measures: Safety is non-negotiable in chemical industries, and stainless steel hoses play a pivotal role in upholding stringent safety standards. Their robust construction minimizes the risk of leaks and bursts, safeguarding personnel and equipment from potential hazards. In Bangalore, where regulatory compliance is paramount, the reliability of stainless steel hoses ensures adherence to safety protocols. These hoses contribute to a safer working environment for all stakeholders by mitigating the likelihood of accidents and spills. Temperature and Pressure Resistance:
Chemical processes often involve extremes of temperature and pressure, placing immense demands on equipment. Stainless steel hoses are engineered to withstand these challenging conditions, maintaining their integrity even in high-temperature environments. In Bangalore's chemical industries, where thermal fluctuations are commonplace, the ability of stainless steel hoses to resist heat-induced degradation is invaluable. Furthermore, these hoses can withstand high pressures, ensuring consistent performance under demanding operating conditions. Hygienic Design: Maintaining hygienic conditions is essential in industries where purity is paramount, such as pharmaceuticals and food processing. Stainless steel hoses boast a hygienic design that is easy to clean and sterilize, minimizing the risk of contamination. In Bangalore's chemical sector, where cleanliness is crucial to product quality, the sanitary properties of stainless steel hoses are highly advantageous. These hoses uphold the stringent hygiene standards required in sensitive applications by preventing the buildup of residues and bacteria. Longevity and Cost Efficiency: Investing in durable equipment is a wise decision for any industry, and stainless steel hoses offer exceptional longevity. Their resistance to corrosion, abrasion, and fatigue ensures a prolonged service life, reducing the frequency of replacements and maintenance costs. In Bangalore's competitive business landscape, where cost efficiency is paramount, the long- term savings afforded by stainless steel hoses are significant. Minimizing downtime and replacement expenses, these hoses contribute to the overall profitability of chemical operations. Conclusion: In the dynamic chemical industries of Bangalore, where efficiency and safety are paramount, stainless steel hoses emerge as indispensable assets. Their durability, flexibility, and safety features make them the conduit of choice for handling corrosive chemicals and challenging environments. By investing in stainless steel hoses, chemical companies in Bangalore can enhance operational efficiency, uphold stringent safety standards, and ensure the integrity of their processes. In a sector where reliability is non-negotiable, stainless steel hoses in Bangalore prove to be reliable allies, empowering chemical industries to thrive in a competitive market landscape.