Download
1 / 2
20 likes | 39 Views
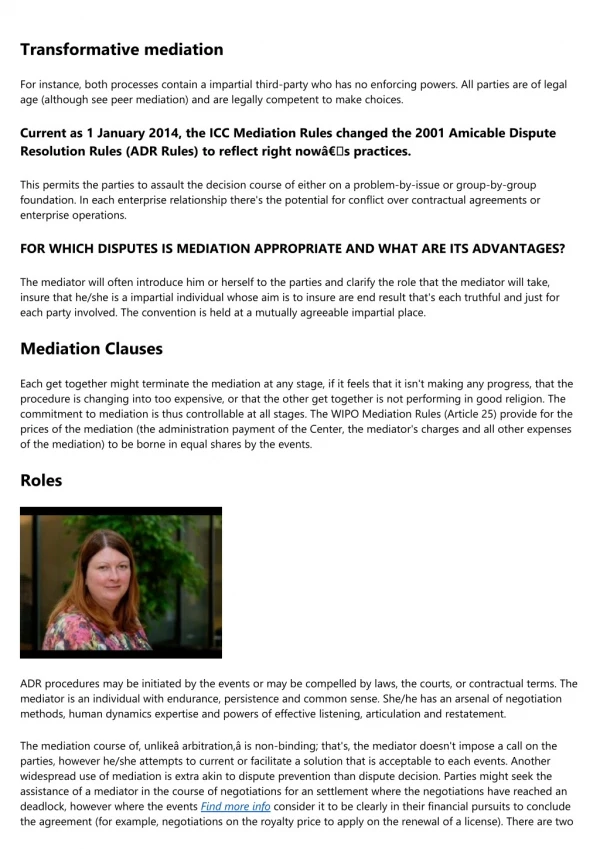
It works by pressurizing water up to 60,000 psi, and forcing it through a tiny opening Waterjets are capable of cutting a variety of materials with CNC accuracy. Typical part tolerances range from between 0.005 and 0.010 of an inch. When small amounts of abrasive particles, such as garnet, are mixed into the jet stream, the resulting "abrasive waterjet" can cut virtually any hard material such as metal, composites, stone and glass.

E N D
As a production engineer one have to be acquainted with each of the available manufacturing processes. In this article we might be talking about drinking water jet slicing And exactly how it can be utilized to improve your production procedure. Waterjet cutting at its most straightforward variety is actually a jet of h2o at a very large pressure that abrasively removes materials. This h2o ordinarily has an abrasive material such as Garnett added to help during the abrasive product elimination characteristics. It really works by pressurizing h2o as many as 60,000 psi, and forcing it through a little opening Waterjets are effective at chopping a variety of products with CNC precision. Standard element tolerances range between concerning 0.005 and 0.010 of an inch. When little amounts of abrasive particles, like garnet, are combined into your jet stream, the resulting "abrasive waterjet" can cut just about any challenging material for instance steel, composites, stone and glass. Waterjet Reducing vs. Lasers Laser chopping is a really effective approach and certainly has its location. Nevertheless, Waterjets do have a number of strengths more than lasers: There are no thickness limitations. A normal 1500 watt CO2 laser is restricted to about .625" thick steel plate. There won't be any issues slicing with reflective supplies like Brass, Copper and Aluminum. There is no warmth output, so there is not any warmth-affected zone (HAZ). Waterjets can Reduce resources, which happen to be warmth sensitive such as plastics, rubber or composites. Waterjet vs. Plasma Plasma gets rid of materials close to 5800 deg f. leaving a large heat-afflicted zone. The surface end of plasma normally waterjet cutting machine may be very system with many slag. This slag requires secondary operations to remove in which h2o jet reducing will not. Abrasive Waterjets don't have any thickness limitation, and may be far more closely nested. What tolerances can we anticipate from waterjet chopping? The precision you'll get Ordinarily +/- .010" but determined by element dimension and element thickness. How thick can it Reduce? Standard waterjet's can Slash up to eight.00" in thickness based upon materials variety and hardness. What components can not be Slice? Almost any material can be Minimize by h2o jet. There are some exceptions that can verify to get difficult; these components are usually laminated in construction. Check cuts have resulted in delaminating. How thick is the Kerf? The Kerf is about 10% from the diameter from the reducing orifice. If a .040" diameter idea is used Kerf is all over .043" in diameter. What is the bare minimum radius/ diameter that could be Reduce? The radius limitations are depending on the diameter of your orifice getting used and they are equal to your Kerf
diameter. Utilizing a .040" diameter tip the minimal radii and gap diameter will likely be all over .043". What taper am i able to assume? The taper you will get can be a perform with the cut velocity. Having said that, the worst taper you'll get are going to be equal to the utmost Kerf width at the top (case in point: 0.043") and 0.000". At The underside. While you decelerate the taper will likely be minimized until finally you obtain parallel sides. What fixturing is required? Considering that the pressure exerted around the function piece is incredibly modest (under five lbs. for average cuts), the necessity for really huge, stiff fixtures is removed.