Download
1 / 1

E N D
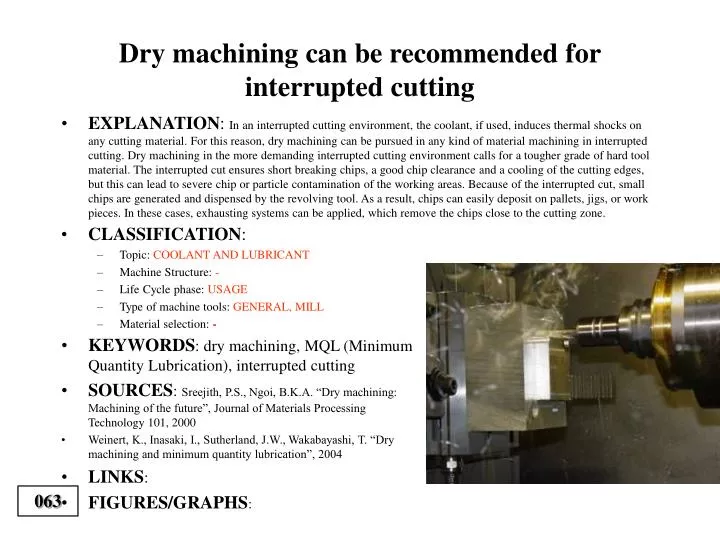
Dry machining can be recommended for interrupted cutting • EXPLANATION: In an interrupted cutting environment, the coolant, if used, induces thermal shocks on any cutting material. For this reason, dry machining can be pursued in any kind of material machining in interrupted cutting. Dry machining in the more demanding interrupted cutting environment calls for a tougher grade of hard tool material. The interrupted cut ensures short breaking chips, a good chip clearance and a cooling of the cutting edges, but this can lead to severe chip or particle contamination of the working areas. Because of the interrupted cut, small chips are generated and dispensed by the revolving tool. As a result, chips can easily deposit on pallets, jigs, or work pieces. In these cases, exhausting systems can be applied, which remove the chips close to the cutting zone. • CLASSIFICATION: • Topic: COOLANT AND LUBRICANT • Machine Structure: - • Life Cycle phase: USAGE • Type of machine tools: GENERAL, MILL • Material selection: - • KEYWORDS: dry machining, MQL (Minimum Quantity Lubrication), interrupted cutting • SOURCES: Sreejith, P.S., Ngoi, B.K.A. “Dry machining: Machining of the future”, Journal of Materials Processing Technology 101, 2000 • Weinert, K., Inasaki, I., Sutherland, J.W., Wakabayashi, T. “Dry machining and minimum quantity lubrication”, 2004 • LINKS: • FIGURES/GRAPHS: 063


![1Z0-063 Exam Dumps - Get 1Z0-063 Dumps PDF [2018]](https://cdn4.slideserve.com/7921732/oracle-1z0-063-exam-dt.jpg)
![1z0-063 Dumps Question - Oracle Database [1z0-063] Exam Question](https://cdn4.slideserve.com/7938397/questions-answers-pdf-dt.jpg)
![Oracle 1z0-063 Practice Questions [2019 Updated]](https://cdn4.slideserve.com/8135957/opn-certified-specialist-1z0-063-dt.jpg)