Download
1 / 1
30 likes | 205 Views
Backset. Mash Tank. Corn. Water. Evaporator. CO 2. Distillation Column. Yeast. Ethanol. Enzyme. Thin Stillage. Fermentor. DDGS. Whole Stillage. Centrifuge. Dryer. Wet Grains.

E N D
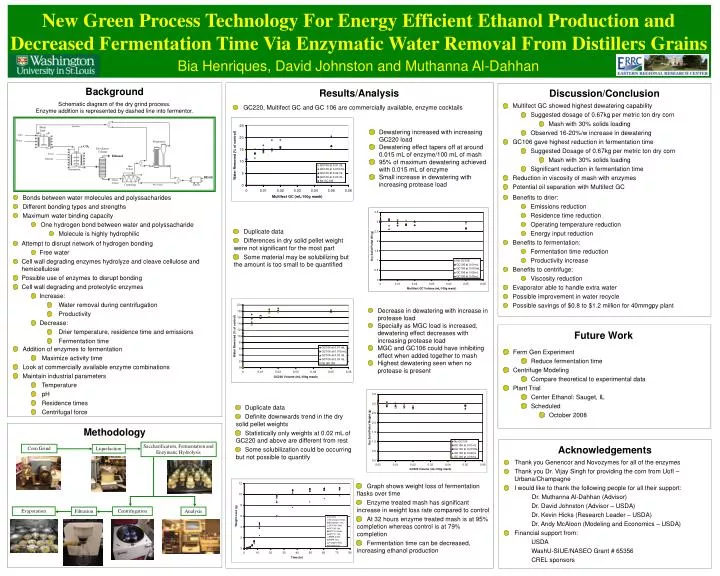
Backset Mash Tank Corn Water Evaporator CO2 Distillation Column Yeast Ethanol Enzyme Thin Stillage Fermentor DDGS Whole Stillage Centrifuge Dryer Wet Grains New Green Process Technology For Energy Efficient Ethanol Production and Decreased Fermentation Time Via Enzymatic Water Removal From Distillers Grains Bia Henriques, David Johnston and Muthanna Al-Dahhan Results/Analysis Discussion/Conclusion Background Schematic diagram of the dry grind process. Enzyme addition is represented by dashed line into fermentor. • Multifect GC showed highest dewatering capability • Suggested dosage of 0.67kg per metric ton dry corn • Mash with 30% solids loading • Observed 16-20%/w increase in dewatering • GC106 gave highest reduction in fermentation time • Suggested Dosage of 0.67kg per metric ton dry corn • Mash with 30% solids loading • Significant reduction in fermentation time • Reduction in viscosity of mash with enzymes • Potential oil separation with Multifect GC • GC220, Multifect GC and GC 106 are commercially available, enzyme cocktails Control No Treatment • Dewatering increased with increasing GC220 load • Dewatering effect tapers off at around 0.015 mL of enzyme/100 mL of mash • 95% of maximum dewatering achieved with 0.015 mL of enzyme • Small increase in dewatering with increasing protease load • Benefits to drier: • Emissions reduction • Residence time reduction • Operating temperature reduction • Energy input reduction • Benefits to fermentation: • Fermentation time reduction • Productivity increase • Benefits to centrifuge: • Viscosity reduction • Evaporator able to handle extra water • Possible improvement in water recycle • Possible savings of $0.8 to $1.2 million for 40mmgpy plant • Bonds between water molecules and polyssacharides • Different bonding types and strengths • Maximum water binding capacity • One hydrogen bond between water and polyssacharide • Molecule is highly hydrophilic • Duplicate data • Differences in dry solid pellet weight were not significant for the most part • Some material may be solubilizing but the amount is too small to be quantified • Attempt to disrupt network of hydrogen bonding • Free water • Cell wall degrading enzymes hydrolyze and cleave cellulose and hemicellulose • Possible use of enzymes to disrupt bonding • Cell wall degrading and proteolytic enzymes • Increase: • Water removal during centrifugation • Productivity • Decrease: • Drier temperature, residence time and emissions • Fermentation time • Decrease in dewatering with increase in protease load • Specially as MGC load is increased, dewatering effect decreases with increasing protease load • MGC and GC106 could have inhibiting effect when added together to mash • Highest dewatering seen when no protease is present Future Work • Addition of enzymes to fermentation • Maximize activity time • Look at commercially available enzyme combinations • Maintain industrial parameters • Temperature • pH • Residence times • Centrifugal force • Ferm Gen Experiment • Reduce fermentation time • Centrifuge Modeling • Compare theoretical to experimental data • Plant Trial • Center Ethanol: Sauget, IL • Scheduled • October 2008 • Duplicate data • Definite downwards trend in the dry solid pellet weights • Statistically only weights at 0.02 mL of GC220 and above are different from rest • Some solubilization could be occurring but not possible to quantify Methodology Acknowledgements Saccharification, Fermentation and Enzymatic Hydrolysis Corn Grind Liquefaction • Thank you Genencor and Novozymes for all of the enzymes • Thank you Dr. Vijay Singh for providing the corn from UofI – Urbana/Champagne • I would like to thank the following people for all their support: • Dr. Muthanna Al-Dahhan (Advisor) • Dr. David Johnston (Advisor – USDA) • Dr. Kevin Hicks (Research Leader – USDA) • Dr. Andy McAloon (Modeling and Economics – USDA) • Financial support from: • USDA • WashU-SIUE/NASEO Grant # 65356 • CREL sponsors • Graph shows weight loss of fermentation flasks over time • Enzyme treated mash has significant increase in weight loss rate compared to control • At 32 hours enzyme treated mash is at 95% completion whereas control is at 79% completion • Fermentation time can be decreased, increasing ethanol production Evaporation Centrifugation Analysis Filtration