Download

1 / 5
50 likes | 90 Views
Puncturing machines are intended to make the paper effortlessly tear-capable of setting minor openings up and down its length. The puncturing wheel changes the puncturing details effortlessly. Proficiency requirements like coupons, promotions, mailers and other such stuff can without much of a stretch for punctured with these machines.<br>

E N D
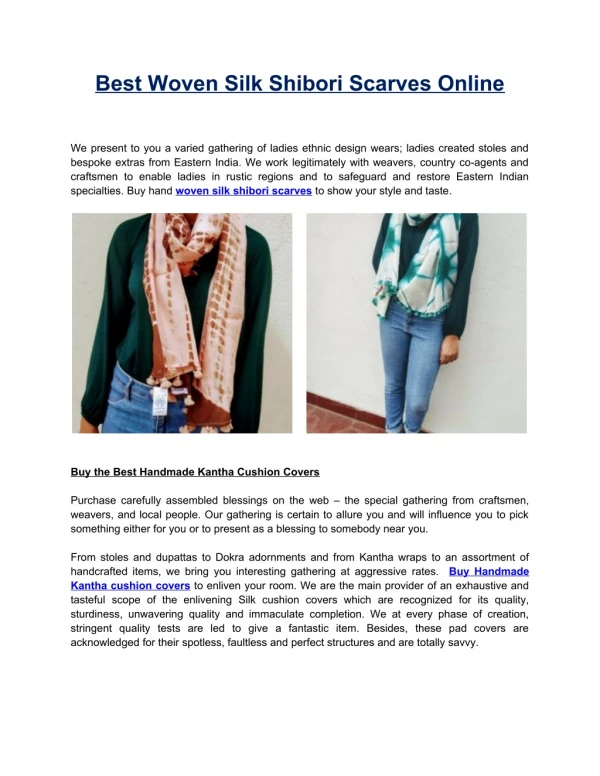
Everything You Need To Know About perforation machines If you are looking for processing heavy cardstocks or other types of paper for professional creasing and processing, then a scoring and perforating machine is what you need. A paper scoring machine places neat creases onto the paper that facilitate in folding or processing the paper for other purposes. The scoring machine can be availed with two different modes or capacities: paper Creaser with rotary scoring wheels and compression crushers operating with a long bar for creasing function. The choice depends on the particular type of paper score output required. With a good-quality paper scoring machine, stuff like cards, table tents, tent-style business cards, mailers, occasion cards, tickets and other documents that require folding can easily be managed. Perforating machines are meant to make the paper easily tear-able by placing tiny holes all along its length. The perforating wheel helps adjust the perforating specifications with ease. Professional requisites like coupons, ads, mailers, perforation machines and other such stuff can easily for perforated with these machines. There are various price ranges offered for paper scoring and perforating equipment nowadays. A large number of renowned brands have a complete line of paper scoring and perforating machines for catering to professional requirements with expertise.
The Truth About perforation machine manufacturer Is About To Be Revealed Rotary scoring and perforating machines are essential for any Pressroom. While each machine is different, there are a few setup and operation techniques that they all tend to have in common. Here are a couple of handy tips. First, make sure that your paper is well cut. Direct feed machines have a lot of advantages, but every sheet must hit the scoring, perforation machine manufacturer and perforating shafts precisely in the correct position from one sheet to the next. Each sheet of paper needs to be square and consistent in size from beginning to end. To check this, fold a sheet over to ensure that the leading edge and tail edge are the same. Make sure that your machine is clean. A quick dusting or wipe-down at the end of each shift will go a long way towards improving the performance of your operation. Check infeed guides if the score or proof does not register. Infeed guides may not be square to the shafts, to each other, or may be too tight against the stock. Also check to make sure that the paper is consistently trimmed. If you get double sheets or the paper won’t feed properly, check feed tires and/or rollers.Make sure that feed rollers are not glazed, and clean/rejuvenate them according to your manufacturer’s instructions. Replace them if they are worn out. Also try to avoid having too much stock piled in the feeder on automatic feed machines. Check if the pre or score line is bowed (curved). Guide rollers and feeder tires should apply even pressure. You may also want to try offsetting upper guide rollers so that they’re not in contact with lower rollers, then let the pre or score drive the sheet all by itself. If your machine is equipped with them, check that burr rollers are square.
If You Read One Article About perforating machines Read this One This extract on the The C Line 12 Perforation Machine is taken from The Postage Stamps of Queensland by A.F. Basset Hull, 1930, pp. 47-8. The C machine was in general use for 2nd side-face postage stamps until the installation of a comb machine in 1890, although the The 4d., 6d., and l's. Denominations of the 1882 type continued to be perforated by the C machine, as the comb (B1) did not register with the impressions on the sheet. However, in 1892 and 1893 respectively the 4d. and 6d. Plates were modified to suit the comb machine by spacing the electrotypes farther apart in a vertical direction. This machine, made by Messrs. Hughes & Kimber of London, was obtained on 2nd January, 1874 (Stanley Gibbons Monthly Journal, Vol. VI., page 157), and was certainly used for part of the only printing of the 1s. In deep mauve on the truncated star paper on 19th February, 1874. It was a single-line machine, operated by a treadle, the length of the line of holes being 25 inches (63.5 cm), and as there were 60 holes in 100 mm. And 182 holes in 300 mm., the gauge was from 12 to 12¼. There were, however, several small lengths of holes gauging 12½ in a section of about 7 inches (17.8 cm) from one end of the line. This shows in a perforation pull, but may not necessarily represent an early state of the machine. At first the machine gave large round clean-cut holes, the discs of paper being usually removed on all four sides of the stamp. Later on the perforation deteriorated, possibly partly owing to the softer paper used for the electrotyped issues, the ½d., Cameo, on the thick Beer Duty paper of 1895 having a distinct rough perforation. From 1892 onwards the machine was principally employed in perforating Duty stamps, perforating machines and about 1899 it seems to have been fitted with new pins, as we find a clean cut perforation 12 in the very rare variant of the ½d., 1898, with figures in all four corners, and the current ½d., led., and 2d. Issued in 1905. The C machine was in general use for postage stamps until the installation of a comb machine in 1890, when it was used to perforate the Bradbury Wilkinson type high values, and for occasional use when there was a stress of work, or a machine under repair. In addition, it was in general use for perforating Duty stamps. The 4d., 6d., and l's. Denominations of the 1882 type continued to be perforated by the C machine, as the comb (B1) did not register with the impressions on the sheet, but in 1892 and 1893 respectively the 4d. Earned 6d. Plates were modified to suit the comb machine by spacing the electrotypes farther apart in a vertical direction. There is no evidence of any of these wider spaced sheets having been passed through the C machine. A point of peculiar interest lies in the irregular section of about 7 inches (17.8 cm) from one end of the line of holes, mentioned above, which was probably caused by the further use of the machine for postcards and letter-cards. In order to prevent the perforations tearing apart too readily, this part of the line was modified by temporarily removing some of the pins. For the 1891 reply postcard every alternate pin was removed, every third pin being removed from the letter-cards issued about October, 1895, and in 1902-03. The last postage stamps to receive the 12 perforations were the 5s. And £1 Bradbury Wilkinson type, lithographed on Crown Q paper, which were issued during the first half of 1906.
Awesome Things You Can Learn From woven sacks machinery A pressure foot (7) of a perforating machine for a printed board, which is supported axially slidably on a spindle (2) of the same machine, and has a presser surface (13) for press holding a printed board (5) during perforating process, a discharge port (11) formed in a side wall (8) for discharging cutting chips produced by processing for perforation, the discharge port (11) being connected to a suction device, and a compressed air supply passage (20A) formed in the side wall for blow out compressed air toward a drill (4) of the perforating machine for a printed board. Perforating machine rental: We are the only distributor in Quebec that rents Perfo-Pipe brand perforating machines. Office machines, machines and equipment for the complete processing of documents, including creasing and perforating machines, paper folding machines, folding modules, corner rounders, cutting machines, perforators, Laminators, business card cutters, machines, instruments, woven sacks machinery and implements for machine tools, machine tools for forming sheets, implements for stamping of fittings, dies, implements for molding goods of plastic, tools for processing and working of moldings, molded and machined parts, preparations for molding machines, molds Wholesaling and retailing of barbed wire, machine belt fasteners of metal, wall hooks of metal for pipes, clips of metal for cable or pipe junctions, collars of metal for fastening pipes, nails, composing machines (printing), cutting machines, arranging machines, piercing machines, piercing machines (augers), perforating machines, machine tools, graphic and packaging machines and wire drawing machines and fasteners Composing machines (printing), cutting machines, arranging machines, piercing machines, piercing machines (augers), perforating machines, machine tools Sheet metal working machines, in particular crosscutting and splitting installations, punches, presses, shears, perforating machines, deep-drawing machines Creation of a state-of-the-art enterprise majoring in electric tools manufacture. The enterprise will produce drills, edge-grinding machines, accumulator drills, fastener driving machines, fretsaws, perforating machines, planes, woodworking machines and other production tools. Wholesaling and retailing of engines, other than for land vehicles, starters for motors and engines, driving motors, other than for land vehicles, belts for conveyors, belt conveyors, shuttles (parts of machines), engines for boats, warping machines, mechanical shovels, pulley blocks, perforating machines, journals (parts of machines), journal boxes (parts of machines), planing machines, stone working machines Office machines, including staplers, office perforators, cutting apparatus, perforation machines, Laminators, stapler guns and shredders A perforating machine and a method for perforating a membrane Extrusion installations for the manufacture of flat tape yarn of plastic, tape yarn stretching installations, coil winding machines, circular loom weaving machines, machines for laminating synthetic textiles and sheets, perforating machines for synthetic textiles and sheets, printing machines, manufacturing machines for cutting, folding, sewing and bonding synthetic textiles and sheets, machines and installations for making sacks and bags, machines and installations for making sacks and bags of synthetic textiles Extrusion installations for manufacturing flat film bands of plastic, band stretching installations, coil winding machines, circular looms, coating machines for plastic fabrics and films, perforating machines for plastic fabrics and films, printing machines, finishing machines for cutting to length, folding, sewing and sealing plastic fabrics and films, machines and installations for manufacturing sacks, machines and installations for manufacturing plastic fabric sacks Machines and machine tools, namely packaging machines, Food packing machines, Vacuum packing machines, Sealing plastics (Electrical apparatus for -) [packaging], Perforating and pre-perforating machines for packaging In line with best public sector procurement practices, a perforating machine has been introduced to authenticate the original tender documents received with perforation, which virtually eliminates the risk of replacement of documents. In line with best public sector procurement practices, a perforating machine has been introduced to authenticate the original tender documents received with perforation, which virtually eliminates the risk of replacement of documents
The Best Ways to Utilize woven sacks machinery Perforated machines are an industrial product with numerous practical uses. Its production is simple and complex at the same time, simply to say you punch holes in a raw metal plate just doesn’t do it justice. A metal plate was first perforated or punched back in the 1870’s in Carbondale, Pennsylvania by an inventor and entrepreneur by the name of Eli Hendrick. He conceived the idea to punch multiple holes simultaneously in the raw metal plate as a means of speeding production versus the process of drilling holes individually which was both time consuming, costly, and overall impractical. This idea of punching or perforating the plate revolutionized the production of perforated metal products. Perforated machines is distinguished from a perforated sheet by nothing more than the thickness of the material, exactly at what thickness is probably no more than a matter of opinion. It is fair to say that once the raw material resists flexibility is considered more of a plate than a sheet. The plate can be perforated using a standard punching process, that is, a punch and die, in material up to 1 inch thickness. Depending on the metal being used, plate of this thickness or larger can also be perforated using a laser, a cutting torch, or a plasma torch. One of the most popular patterns for standard perforated plate would be a staggered perforation of round holes. This pattern is popular for a few reasons. It provides strength and a large open area which is ideal for sifting, perforation machines, https://www.burckhardt.com/ and separating particles of different sizes. The round hole on staggered pattern is also aesthetically pleasing to the eye as well, of course, this would only matter in an application where the plate would be visible. Other patterns include a straight layout where the holes are in alignment both vertically and horizontally on the plate. Both the staggered and straight patterns can feature a variety of different hole shapes and sizes. Shapes include the standard square and rectangle as well as a hex shape, oval, and slot. Custom hole shapes can also be produced for various reasons through the use of a specially designed tool. The raw material is the next variable in the production and use of a perforated plate. Although mild steel is one of the most popular choices for perforating, stainless and aluminum are also used. Heat treated steel is also a popular choice. Heat treating can be applied after the perforating process is complete to ease the hole punching process, but it is not completely out of the question to perforate a pre-hardened plate. Another option is a rubber coated plate. These steel plates are adhered with a dense rubber coating on one side of the plate. This rubber coating can provide cushioning for certain applications. The strength and durability of these perforated plate products make them ideal for use in many harsh industrial environments. A fine example is the mining industry where coal, stone, and other matter need to be separated or screened based on size. These shakers, as they are sometimes called, are good examples of the harsh, abrasive environment that a perforated plate may be subjected to. Some shaker applications require the use of rubber-coated perforated plate to lessen the deterioration of the product. The plate can also serve as an aesthetic product where strength and durability are important. As our world continues to evolve, sometimes for the worse, security becomes a most predominant feature in modern buildings and renovations. An example of this would be a perforated security screen which would be pleasing to the eyes while providing a secure solution to an un-secure window or door. If the plate or screen were to be exposed to outdoor elements, then an aluminum or stainless steel plate would be desirable. As a matter of fact, perforated aluminum and stainless plate continue to grow in popularity in the ever-changing world of building architecture. Overall, perforated plate can provide solutions to a wide variety of complex and simple scenarios.