Download
1 / 43
600 likes | 1.14k Views
Assembling Methods. Yusron Sugiarto , S.TP, MP, MSc. Assembling Methods. Metode Perakitan. Perakitan adalah proses penggabungan dari beberapa bagian komponen untuk membentuk suatu konstruksi yang diinginkan .

E N D
Assembling Methods YusronSugiarto, S.TP, MP, MSc
Assembling Methods MetodePerakitan Perakitanadalahprosespenggabungandaribeberapabagiankomponenuntukmembentuksuatukonstruksi yang diinginkan. Prosesperakitanuntukkomponen-komponen yang dominanterbuatdaripelat-pelattipisdanpelattebalinimembutuhkanteknik-teknikperakitantertentu yang biasanyadipengaruhiolehbeberapafaktor.
faktor-faktor yang paling berpengaruh 9 Faktor 1. Jenis bahan pelat yang akan dirakit 2. Kekuatan yang dibutuhkan untuk konstruksi perakitan 3. Pemilihanmetodepenyambungan yang tepat 4. Pemilihan metode penguatan pelat yang tepat 5. Penggunaan alat-alat bantu perakitan 6. Toleransi yang diinginkanuntukperakitan 7. Keindahanbentuk 8. Ergonomiskonstruksi 9. Finishing
faktor-faktor yang paling berpengaruh • Jenis bahan pelat yang akan dirakit 1 Setiapjenisbahanmempunyaisifat-sifatkhususdaribahanlainnya, sehinggasewaktudilakukanperakitanjenisbahansebelumnyaharusdiketahuisifat-sifatnya. Sebabdengandiketahuinyasifat-sifatbahaninisangatberpengaruhterhadappemilihanmetodepenyambungan. Misalnyajenisbahanaluminiumyang akandirakitmempunyaikesulitanapabiladilas, untukitudicarialternatif lain untukprosespenyambunganyaknidenganmemperhitungkandanmempertimbangkanproseskerja yang lebihmudahdanefisien.
faktor-faktor yang paling berpengaruh • Kekuatan yang dibutuhkan untuk konstruksi perakitan 2 Pertimbangankekuatan yang dibutuhkanuntuksuatukonstruksi, sebaiknya telah dihitung sewaktu merencanakan konstruksi sambunganyang akandikerjakan. Hal inidenganmempertimbangkanuntukapakonstruksiitudigunakandengandasarinimakakitadapatmemilihmetodepenyambungandalamperakitan. Dasarpertimbanganiniadalahdenganmeninjauproseskerja yang mudahdansesuaiuntukkekuatankonstruksisambungan yang diminta.
faktor-faktor yang paling berpengaruh • Pemilihanmetodepenyambungan yang tepat 3 Pemilihanmetodepenyabunganinisangaterathubungannyadenganjenisbahandankekuatansambungan yang dibutuhkan. Sebabsetiapmetodepenyambunganmempunyaikeistimewaantersendiri. Apabila kita salah dalam memilih metode penyambungan, makaakibatnyakomponen yang kitarakitkurangbaikhasilnyaataukemungkinanrusak.
faktor-faktor yang paling berpengaruh • Pemilihan metode penguatan pelat yang tepat 4 Penguatan pelat bertujuan untuk memberikan kekakuan pada pelat yang mengalami proses pembentukan. Karena bahan dasarpelatinirelatiftipis, makabiasanyadibutuhkanpenguatanpada pelat baik pada tepi maupun bodi. Pemilihan penguataninidisesuaikandenganbentukkonstruksiyang dihasilkan. Seperticontohdalampembuatansilinderdaribahanpelat tipis maka tepi silinder akan menghasilkan ketajaman dan mudahlentur, makakodisiiniakanmemberikanpertimbanganuntukmenambahkawatpadatepisilindertersebut.
faktor-faktor yang paling berpengaruh • Penggunaan alat-alat bantu perakitan 5 Alat-alat bantu dalamperakitanharusdipertimbangkanberdasarkanbentuk-bentukkonstruksi. Konstruksi yang terdiridarijumlahkomponen yang banyakmembutuhkanalatbantu perakitan. Alat bantu initerutamadibutuhkanuntukmemproduksisuatualatdalamjumlah yang relatifbesar. Alat bantu yang dibutuhkansepertiJig dan fixture. Alat-alat bantu sederhanayang dibutuhkandiantaranyaklempenjepit, mal-mal dansebagainya.
faktor-faktor yang paling berpengaruh • Toleransi yang diinginkanuntukperakitan 6 Toleransidalamperakitandipertimbangkanberdasarkanpasanganantaraelemen yang dirakitmenjadikomponenyang lebihbesar. Toleransiuntukpasanganinidikenaldenganistilahinterchange ability (sifatmamputukar). Patokandasardalamperakitanharusditentukanterlebihdahulusebagaiacuandasaruntuk merangkai komponen yang lain.
faktor-faktor yang paling berpengaruh • Keindahanbentuk 7 Tampilansuatuproduksangatmempengaruhiterhadapnilaijualproduk itu sendiri. Tampilan pada dasarnya diawali dari gambar ataudesainnya. Tampilandisesuaikandenganpenggunaan konstruksidilapangan.
faktor-faktor yang paling berpengaruh • Ergonomiskonstruksi 8 Ergonomis yang dimaksuddalamperakitaniniadalahkesesuaianantaraprodukdengankenyamanansipemakai (end user) . Artinyaapabilaprodukinidigunakantidakmenimbulkancepatletih, membahayakan, membosankan, dansebagainya.
faktor-faktor yang paling berpengaruh • Finishing 9 Finishing ataupekerjaanakhirmerupakanbagian yang sangatpentingdalamprosesperakitan. Finishing iniakanmemberikan tampilanterhadapnilaijualproduk.
faktor-faktor yang paling berpengaruh • Finishing 9 • Karakteristikpengecekansaat finishing • Roughness (Primary texture) • penyimpangan permukaan yangrelatif halus • Waviness (Secondary texture) • ketidakteraturan permukaan pada bagian tersebut, yang cukup panjang ataugelombang • Profile • kontur permukaan pada bagian • Lay • arah pola permukaan dominan pada bagian. • Flaws • ketidaksempurnaan permukaan seperti gigi berlubang menit, lubang, porositas, retak, dll
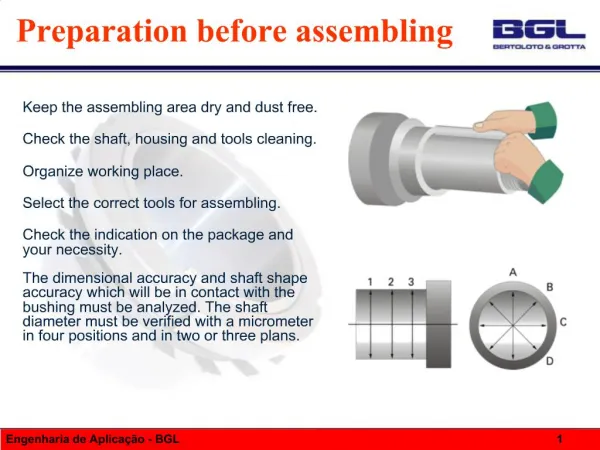
PERSIAPAN ProsedurPerakitan Menyiapkanalatbantu/jig Alat bantu dipilih yang sesuaidengankonstruksi yang dirakit
ProsedurPerakitan • PELAKSANAAN Menentukanteknikuntukmengikat/menyambungantarakomponen. Komponen-komponen yang dirakitdiperiksaposisinya, meliputi: kesikuan, kerataan dan kelurusan sesuai spesifikasi. Posisi yang dibutuhkan untuk merakit komponen-komponen dalam hal kesikuan, kerataan, kelurusan dapat menentukan garisacuan (datum line) jikadiperlukan. Apabiladiperlukan, garisacuan (datum line) yang sesuai ditandaidenganbenarsesuaifasilitasperakitan.
ProsedurPerakitan • PENYELESAIAN Perakitandiperiksasecara visual danukurannyadisesuaikandengangambardanspesifikasi.
METODE PERAKITAN Metode Cascade 1 Metode Cascade adalahmetodeperakitanantarakomponendenganlangkah yang berurutan. Padaprinsipnyametodeinibanyakdigunakanuntuksistempengabunganantarakomponendenganmenggunakan rivet ataupakukeling.
METODE PERAKITAN Metode Cascade 1 Dalamprosespengabungan atau penyambungan antara komponen dari bahan pelat-pelattipis. Metode Cascade inibanyakdigunakanuntukperakitandenganmenggunakansistemsambungan riveting ataukeling. Proses riveting inidenganmenggunakanalatsederhanayakniperangkatpenembakpaku. Alatinimenjepitpakuyang sudahdimasukkandalamlobanghasilpengeboranpelatyang akandisambung. Selanjutnyaalatiniditekansecarabertahapsampaibatangpakuputus.
METODE PERAKITAN • MetodeKeseimbangan 2 Metodekeseimbangandalamperakitanmerupakanproses penyambungankomponen-komponendenganmenggunakan spot welding. Penggunaanperakitandenganlas spot inisangat banyak digunakan untuk penyambungan pelat-pelat tipis. Aplikasiprosespenyambungandengan spot welding ini digunakan di industri mobil dan kereta api, juga industri pesawat terbang yang menggunakanbodinyadaribahanpelat-pelattipis. Keseimbangan yang dimaksukandalamprosesiniadalahposisi sambungandibeberapatitikharusdilakukansecaraseimbang.
METODE PERAKITAN • Metode Bongkar Pasang (Knock down) 3 Metode bongkar pasang ini bertujuan diantaranya : Memudahkan dalam mobilitas atau transportasi. Memudahkanuntukprosesperawatanataupenggantian komponenbagian-bagiandalam. Memudahkandalamoperasionalpekerjaan. Konstruksimenjadilebihsederhana Penggunaanlebarbahandanjenisdapatdenganmudah diterapkandalamperakitan.
METODE PERAKITAN • Metode Bongkar Pasang (Knock down) 3 Prosesperakitandenganmetodeknock down iniumumnyamenggunakansambunganbautdanmurataupunscrew. Perakitandenganmetodeiniharusdilakukansecarateliti, terutamadalamhalpengeboranlobang-lobang yang akandirakit. Pengeboranlobang-lobanginibiasanyadilakukandenganmemberiposisidasarpemasangan. Lobang yang tidaktetaplebihbesardarilobang yang tetap.
Beberapacontoh-contohbautdanmurjugascrew yang umumdigunakandipasaran. Jenisdanukuran diameter danpanjangsangatbervariasi
AplikasiPerakitan PerakitanKotakPersegi LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menekuksisipelatmenjadipersegi. Menyambunglipatanbodidengan solder
AplikasiPerakitan PerakitanKotakSaluran LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menekuksisipelatmenjadipersegi. Menyambung lipatan bodi dengan sambungan lipat
AplikasiPerakitan PerakitanSilinder LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Mengerol sisi pelat menjadi silinder. Menyambung lipatan bodi dengan sambungan lipat
PerakitanSilinder denganpengawetan AplikasiPerakitan LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Mengerol sisi pelat menjadi silinder. Menyambung lipatan bodi dengan sambungan lipat Menekuk sisi tepi pelat untuk pengawatan Memberipengawatantepi
AplikasiPerakitan PerakitanElbow Persegi LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Mengerolsisipelatbagianatasdanbawah. Menyambung lipatan bodi dengan sambungan lipat Menekuksisitepipelat
AplikasiPerakitan PerakitanKotakAlat LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menekuksisipelatmenjadipersegi Menyambunglipatanbodikotakdengansambunganlipat Menekuksisitepipelat agar tidaktajam Memasang tangkai dengan las spot welding (las titik)
AplikasiPerakitan PerakitanEmber LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Mengerolkerucutbodiember Menyambunglipatbodiember Menyambung alas ember dengan bodi Memasang tangkai ember dengan keling
AplikasiPerakitan PerakitanCerocok LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Mengerolkerucutpelatatasdanbawah Menyambunglipatbodicerocok Menyambungkerucutatasdanbawahdengan solder
AplikasiPerakitan PerakitanTrapesium LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodikotak Menyambung alas ember dengan bodi
AplikasiPerakitan PerakitanSaluranTrapesium LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodikotak Menekuksisipelatatasdanbawah
AplikasiPerakitan PerakitanTrapesiumeksentrik LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodikotak Menekuksisipelatatasdanbawah
AplikasiPerakitan PerakitanKotakPanjang LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodipersegi Mengeborbagianbawahkotak
AplikasiPerakitan PerakitanKotakBertutup LangkahPerakitan Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodipersegi Memasangtutupbagianatasdengansistem sliding
AplikasiPerakitan PerakitanKotakSampah Menandai bagian sisi pelat yang akan ditekuk Menekuksetiapsisipelatsesuaidengantanda Menyambunglipatbodipersegi Mengeboruntuktempatpenyangkut
PENGECEKAN DAN QUALITY CONTROL Dalamprosespembuatanprodukbiasanyatidakadaproduk yang memilikiukuransamapersis. Dilakukanpengecekandan quality control Pengecekankomponenatauproduksesuaidenganspesifikasistandartberhubungandengan quality control.
PENGECEKAN DAN QUALITY CONTROL PROSES PENGECEKAN
PENGECEKAN DAN QUALITY CONTROL Stastical Quality Control Control charts for measurable quality characteristics. These are described as charts for variables, or as charts for X and R (average and range) and charts for average and standard deviation. Control chart for fraction defective. This is described as the p chart. Control chart for number of defects per unit. This is described as p chart.
PENGECEKAN DAN QUALITY CONTROL ISO 9000 ISO is the International Organization for Standardization based in Geneva, Switzerland. It was founded in 1947 for the purpose of advancing standardization around the world and setting up standards for achieving and maintaining quality. This non-governmental organization now comprises over 130 member countries.
PENGECEKAN DAN QUALITY CONTROL ISO 9000 The ISO 9000 series is able to provide these quality management benefits to organizations of any size, public or private, without dictating how the organization is to be run. Certification to an internationally recognized quality management standard like one from the ISO 9000 series is becoming an important part of distinguishing an organization from its competitors.