Download
1 / 15
280 likes | 1.02k Views
Aplikasi six sigma menggunakan metode DMAIC pada string production. Dedi Suwardi 061872 Fakultas Teknik Industri ( NR ). DMAIC methode high light.

E N D
Aplikasi six sigma menggunakan metode DMAIC pada string production Dedi Suwardi 061872 Fakultas Teknik Industri ( NR )
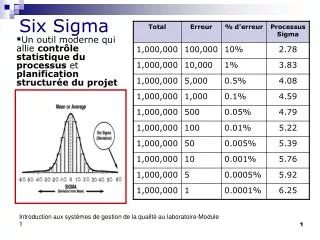
DMAIC methode high light DMAIC adalah proses untuk peningkatan terus menerus menuju target six sigma, proses closed loop ini menghilangkan langkah langkah proses yang tidak produktif, yang sering fokus pada pengukuran – pengukuran baru , dan menerapkan teknologi untuk peningkatan kualitas menuju target six sigma
DMAIC methode high light FMEA adalah suatu penilaian per element secara sistematis mengenAI penyebab kegagalan dari komponen, sistem atau proses yang (mana) memenuhi KEINGINAN consummer dan spesification, termasuk keamanan nya
Methode penelitian Data diambil dari produk cacat filament yarn senar type BB 75-36 IST data diambil tiap daily production, material subtitute data,data frekuensi cacat, dari data yang didapat diolah / dimanage menggunakan metode DMAIC
Result dan Discussion • Define • merupakan langkah operasional pertama dalam program peningkatan six sigma. analisa kepada proses bisa dilakukan dengan defining dari karakteristik keluaran atau hasil dari sebuah proses dan masukan yang (mana) diharapkan atau diperlukan untuk menciptakan keluaran atu hasil produksi yang diharapkan
Measurement Pada tahap ini mendefinisikan karakteristik dari proses produksi yang mana pada tahap ini penting untuk mutu seperti halnya kalkulasi pada biaya yang dihubungkan dengan mutu yang jelek seperti halnya kalkulasi proses capabillitas dan cacat permillion oportunities
ada dua tahap yang harus di teliti mengenai kemampuan proses, kemudian membuat bagan pengawasan untuk menilai apakah kondisi dari data diperoleh di (dalam) kendali statistik atau bukan( di (dalam) atau ke luar control)
Tahap selanjutnya menghitung Cp dan CPK dari data yang telah terkumpul.
Analiysis • pada tahap mebuat diagram pareto dan Fishbone diagram , pada pereto diagram, kita dapat lihat cacat fluf leather ranking yang pertama cacat nya sebesar 127 sama dengan 21,9343% dari total cacat yang terjadi di proses produksi.
Rangking kedua cacat terjadi di filter / filament sebesar 126 sama dengan 21,7617% cacat dari total cacat terbesar kita jumlahkan menjadi 43,696% kemudian kita cari penyebab masalah menggunakn fishbone diagram.
Improvement sekarang ini perusahaan pada level 4,72 sigma dengan kemampuan proses( 1-0,0048)=0,0052. target yang akan dicapai oleh perusahaan dalam tahun mendatang adalah dengan menurunkan jumlah cacat sepanjang proses produksi yang akhirnya akan meningkat/kan tingkatan sigma dan kemampuan proses dan profitabilitas dari perusahaan self.the insruction proposal proses produksi kawat pijar benang yang membuat dengan FOY type BB 75-36IST ( 07 )
Kesimpulan • cacat terjadi sepanjang proses produksi fillament yarn FOY type B 75-36 IST (07)adalah leather defect , loop, dirty,spiral, dan memisahkan kawat pijar dan saringan. • kemampuan memproses dari perusahaan adalah 0,0052. untuk pengukuran six sigma , Pt Tifico Tbk tangerang pada tingkatan 4,72 sigma dengan DPMO 650. • Telah diuji selama satu minggu dan diuji secara statistik dan terjadi indikasi penurunan cacat dan memisahkan fillament proporsi