Download
1 / 23
320 likes | 702 Views
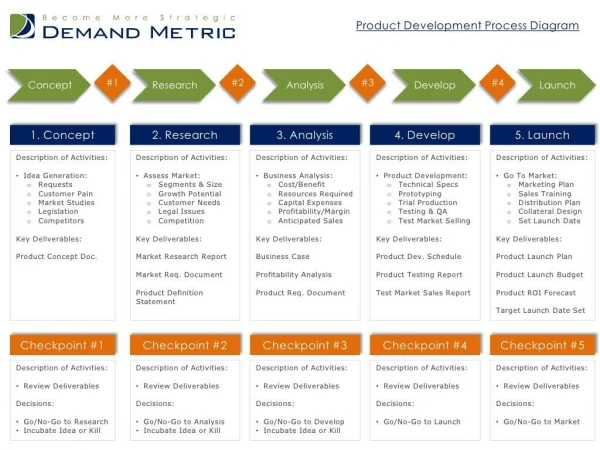
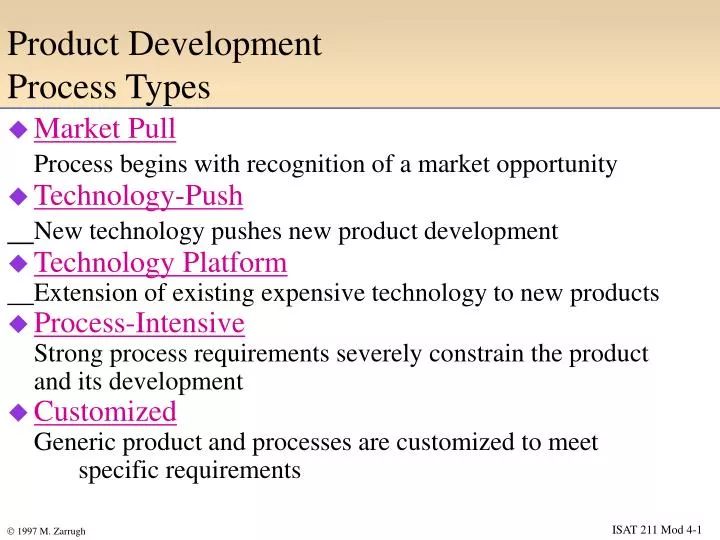
Product Development Process Types. Market Pull Process begins with recognition of a market opportunity Technology-Push New technology pushes new product development Technology Platform Extension of existing expensive technology to new products Process-Intensive

E N D
Product Development Process Types • Market Pull Process begins with recognition of a market opportunity • Technology-Push New technology pushes new product development • Technology Platform Extension of existing expensive technology to new products • Process-Intensive Strong process requirements severely constrain the product and its development • Customized Generic product and processes are customized to meet specific requirements
Manufacturing Engineering ? ISAT 211 Module 4: Design/Manufacturing Interface • The learning objectives of Module 4 are to • Explain key processes linking product design (engineering) and manufacturing (production) • Itemize and explain the contents of the product definition file • Analyze manufacturing costs into its component parts • Recognize and illustrate design for manufacturing (DFM/DFA) and assembly methodology • Discuss computer-based technology in manufacturing industry
ENG/MFG Interface Engineering (Design) Manufacturing (production) Engineering/Manufacturing Interface:DFM/DFA and CAD/CAM • Product definition/ change control • DFM/DFA (cost) • CAD/CAM (time) • Group Technology (GT) • Computer-Aided Process Planning (CAPP)
Some Terminology:Alphabet Soup • CAD/CAM (more on this in the lab): • Computer Aided Design (CAD) is a computer-assisted process for the electronic capture of geometry (form and fit) of parts and their arrangements into complete products. • Computer Aided Manufacturing (CAM) refers to all automated processes in manufacturing, such as computer control of machine tools and materials handling equipment. • Group Technology (GT) is the grouping of parts by similarity in geometry or manufacturing processes (ISAT 331) • Computer Aided Process Planning (CAPP) is the use of computers to generate process plans (detailed instructions for making a part) from CAD data. (ISAT 331)
Design For Manufacturing (DFM) andDesign For Assembly (DFA) or DFM/DFA • The object of DFM/DFA process is to generate a product definition (form, fit and structure) consistent with minimum cost. • DFM/DFA is iterative and requires cross-functional teams (concurrent engineering) so that form, function, cost and process are considered and optimized simultaneously. • Reduced manufacturing cost is the primary consideration in DFM/DFA. • Many rules have evolved to guide DFM/DFA.
DFM/DFA: Product Definition File • A modified product definition file is the main output of the DFM/DFA process. The file specifies: • Form/Fit: detail and assembly drawings • Structure: how parts fit together (Bill of Material, BOM) • Materials: raw materials properties and heat treatment • Process: how parts are to be made: welded, machined, cast • Specifications: governing standards and critical items • Test procedures: instructions for testing components, subassemblies and full products • User manual: instructions on how the product will be used • Disassembly/Repair manual: instructions for disassembly, repair and maintenance
Modify file to: Initial product definition file Release modified file Y Consider Impact on Other Factors OK? Estimate MFG Costs Compute MFG Costs N Modify File DFM/DFA: Methodology Reduce Components Costs Reduce Assembly Costs Reduce Overhead Costs
Component Cost Standard Parts Labor Cost Equipment/ Tooling G & A Support/ Engineering Tooling Processing Raw Material DFM/DFA:Manufacturing Cost Analysis Manufacturing Cost Assembly Cost Overhead Cost Custom Parts
Manufacturing Cost:Fixed vs. Variable Costs • Fixed Costs: independent of how many units produced • Tooling and other nonrecurring expenses (NRE) • Investment expenses • Overhead costs (burden) • Selling expenses (G & A) • Variable Costs: • Material • Direct labor (including benefits) • Machine time
DFM/DFA: Guidelines for DFM • Use modular design • Use commercial and standard components • Reduce the number of processing steps • Eliminate unnecessary tight tolerances • Avoid smooth finish if not needed • Consider processing alternatives to machining such as casting and welding • Simplify and optimize process plans
DFM/DFA: Guidelines for DFA • Reduce part count • Simplify parts handling • Assemble in the open from the top • Work with gravity • Make parts easy to identify and orient • Use parts that are self aligning and do not tangle up • Eliminate fasteners • Assembly requires only one hand
DFM/DFA:Typical Reported Improvements* Reported Improvement Users Reporting Improvements (%) *Based on survey results by Boothroyd and Dewhurst
DFM/DFA: A Case Study (Adapted from D. L. Shunk,” Integrated Process Design and Development”, 1992, pp. 33-37.) Because of significant backlog of microwave components, ma DFM project was initiated to speed up production. • Preliminary analysis of the current process “As Is” identified a component, the waveguide, as the bottleneck. • The “As Is” process for the waveguide consisted of • 23 steps • 10 stations • 17 weeks to complete • Step 1 is sawing which could not be controlled to produce desired tolerance. By standardizing lengths, holding fixtures were introduced to provide the desired accuracy.
Step # Station # n n DFM/DFA: Waveguide Case Study “As Is” Process 2 6 7 4 8 1 10 3 5 9
DFM/DFA: Waveguide Case Study Continued • A reliable supply of raw stock is critical for on-time production. A strategic alliance was formed with a vendor who became the primary source of the stock. • Through process simplification, the processes were consolidated into one dedicated cell (area). • Certain part routings were changed to improve flow. • The new “To Be” process flow consists of: • 12 steps (vs. 23 before) • 2 stations + 1 cell (vs. 10) • 2 weeks completion (vs. 17 weeks) • The positioning strategy of “make-to-stock” was replaced with “make-to-order” because of increased responsiveness • Cost was reduced by 28%
Cell DFM/DFA: Waveguide Case Study “To Be” Process (Wave Guide Cell) 9+3 steps 2 stations + 1 cell
Why Do Companies AcquireNew Technologies? To accomplish the following strategic goals: • Reduced costof product, service or process • Faster product development or shorter time-to-market • Improved qualityof product or service • Increased flexibility and improved responsiveness to changing customer needs or market climates
Computer-Based Technology In Manufacturing Industry: Recent Trends • Automation of manufacturing processes using computer control technology (CAM: NC/CNC) • Integration of automation islands via information technology (CIM, MRP, DBMS, PIM) • Industrial robotics • Flexible (cellular) Manufacturing Systems (FMS) CAM CAD DBMS PIM MRP FMS
Benefits of Implementing Computer-based Technology in MFG Industry Benefit Extent Reduction in engineering design cost Reduction in overall lead time Increased product quality (yield) Increased engineering effectiveness Increased production productivity Increased equipment utilization Reduction in work-in-process Reduced labor cost 15-30% 30-60% 2-5 times 3-35 times 40-70% 2-3 times 30-60% 5-20%
Recent Computer-Based Technology Innovations In Production Managenet • Office automation: word processing, spreadsheets, E-mail, voice mail and fax • Product data management systems: electronic capture and distribution of documents • Electronic data interchange (EDI): electronic exchange of data between systems and firms • Decision support and expert systems: analysis of decision alternatives and selecting the “best” • Communication: networked computer systems linking all units within an enterprise
Operational Benefits of New Technologies in Manufacturing Benefits are strategic and difficult to quantify: • Increased labor productivity: leveraging • Decreased material cost: fiber optics vs. copper • Reduced inventory cost: better scheduling and JIT • Improved process quality: consistency from automation • Improved product quality and reliability • Reduced cycle times and shorter delivery times
Technology Adoption Risks • Untested technology may disrupt operations • Rapid obsolescence of technology • Delays, retraining and errors caused by the introduction of new technology are disruptive • Management may abandon the technology too quickly due to early problems • Uncertainties of overall economic impact