Download
1 / 13
130 likes | 404 Views
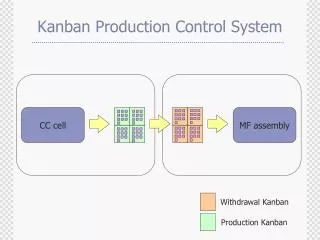
FIXED BATCH KANBAN SYSTEM AND LEAD TIME CONTROL. Alain Prioul. JUNE 2010. FIXED BATCH KANBAN SYSTEM AND LEAD TIME CONTROL. PULL SYSTEM - MIFA. Customer. Demand : forecast/firm. PC & L. A B C. ABC. Leveling board. Purchased parts. Batch building. A. B. Process 2. TPA.

E N D
FIXED BATCH KANBAN SYSTEMAND LEAD TIME CONTROL Alain Prioul JUNE 2010
FIXED BATCH KANBAN SYSTEM • AND • LEAD TIME CONTROL
PULL SYSTEM - MIFA Customer Demand : forecast/firm PC & L A B C ABC Leveling board Purchased parts Batch building A B Process 2 TPA Process 1 C F. G.Shopstock Process Stagnation Production Lead Time NO LEAD TIME CONTROL NO CONTROL OF THE FLOW
BATCH PRODUCTION Demand : forecast/firm PC & L A B C Leveling board Purchased parts Batch building A B Process 2 TPA Process 1 C Customer A B C A time Stock A = Lead time of A
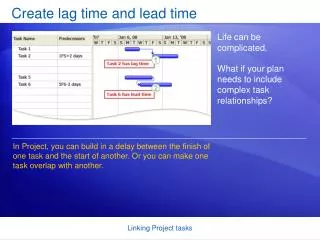
FIXED BATCH CONCEPT A B C A Fixed ? Fixed quantity ? Fixed duration Production Cycle Time of A or B or C Packaging of A or B or C Nb of Kb in one lot vary with
FIXED QUANTITY BATCH : LEAD TIME VARIATION Stock A Batch is longer than standard A B B C C A A Lead Time A Stock Shortage A • If production duration of B or Cis longer, Lead Time of A is longer. Same for B andC. • Same consequence iftool change time is longer than standard.
POOR LEVELING ALSO IMPACTS LEAD TIME WK PIK Unleveled Withdrawals ABC Schedule change C B A Shopstock A B C A B A B Lead Time A
CAUSES OF LEAD TIME VARIATION • Production time longer than standard • Tool change longer than standard • Unleveled withdrawals • Stagnation of information Even when we fix the quantity of Kanban in a batch, we do not control the Lead Time
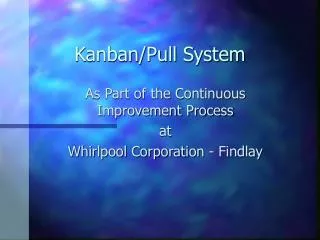
PRODUCTION PATTERN A A B C A B 8h 10h 12h 14h 16h B C A 8h 10h 12h 14h 16h Schedule is pre-define Changeovers are planned LEAD TIME IS UNDER CONTROL
PRODUCTION PATTERN Production pattern A B PIK A B C A B C A B C Daily demand Pre-requisites Demand stability Line reliability OPR control
Production pattern Advantages • Good visualization of future changeover • Synchronization with preceding or next process is possible • Strong incentive for beeing lean Disadvantages • Becomes difficult when law runners are not predictable • No adaptation to demand variations
TO REMEMBER Fixed batch Kanban system do not ensure systematically stability of Lead Time Lead Time Control is key to control plant performance