Download
1 / 26
280 likes | 572 Views
ITED 434 11/2/2003. Introduction to Failure Modes and Effects Analysis. From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates http://www.npd-solutions.com/fmea.html. John Dewey once said, "A problem well-defined is half solved.". Review of Function Analysis.

E N D
ITED 43411/2/2003 Introduction to Failure Modes and Effects Analysis • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
John Dewey once said, "A problem well-defined is half solved."
Review of Function Analysis • Function Analysis is the key to understanding the problem. • The first step is to brainstorm all possible functions of the product/process/system. • Next, build a FAST Model to help identify any missing functions.
Review of FAST Diagramming • Function Analysis System Technique • Developed in 1964 by Charles W. Bytheway • Applies intuitive logic to test functions • Displays functions in a diagram or model form • Identifies dependence between functions • Creates common language for team • Tests validity of functions • No “correct” FAST model - team consensus
FAST Failure Modes and Effects Analysis (FFMEA) • This approach to problem solving and product/process improvement uses FAST Modeling as a beginning point to identify functions to be analyzed using the FMEA approach. • FMEA & FAST: Describe the product/process and its function. An understanding of the product or process under consideration is important to have clearly articulated. • Create a Block Diagram of the product or process. A block diagram [FAST Model] of the product/process should be developed. This diagram shows major components or process steps [Functions] as blocks connected together by lines that indicate how the components or steps are related. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
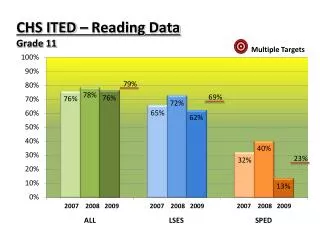
HOW? WHY? FACILITATE PORTABILITY ALLOW SAFETY (concept) WHEN CONVEY Information PROJECT IMAGE GENERATE LIGHT CONVERT ENERGY RECEIVE CURRENT TRANSMIT CURRENT GENERATE HEAT FOCUS IMAGE (concept) DISSIPATE HEAT SUPPORT IMAGE GENERATE NOISE AMPLIFY IMAGE OBJECTIVES OR SPECIFICATIONS FAST Example - Overhead Projector F.A.S.T MODEL OVERHEAD PROJECTOR OUTPUT INPUT
FAST Failure Modes and Effects Analysis (FFMEA) • The diagram shows the logical relationships of components and activities [Functions] and establishes a structure around which the FMEA can be developed. • Identify Failure Modes. A failure mode is defined as the manner in which a component, subsystem, system, process, etc. could potentially fail [or has failed] to meet the design intent. • A failure mode in one component can serve as the cause of a failure mode in another component. [This is a basic premise of FAST] • Failure modes should be listed for function of each component or process step. At this point the failure mode should be identified whether or not the failure is likely to occur. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
Potential Failure Modes • Corrosion Hydrogen embrittlement • Electrical Short or Open • Torque • Fatigue • Deformation • Cracking • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
Failure Mode Effects • Describe the effects of those failure modes. • For each failure mode identified the engineer should determine what the ultimate effect will be. • A failure effect is defined as the result of a failure mode on the function of the product/process as perceived by the customer. • They should be described in terms of what the customer might see or experience should the identified failure mode occur. • Keep in mind the internal as well as the external customer. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
Possible Effects • Injury to the user • Inoperability of the product or process • Improper appearance of the product or process • Odors • Degraded performance Noise • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
FAST Failure Modes and Effects Analysis (FFMEA) • Establish a numerical ranking for the severity of the effect. The intent of the ranking is to help the analyst determine whether a failure would be a minor nuisance or a catastrophic occurrence to the customer. This enables the engineer to prioritize the failures and address the real big issues first. • Identify the causes for each failure mode. A failure cause is defined as a design weakness that may result in a failure. The potential causes for each failure mode should be identified and documented. The causes should be listed in technical terms and not in terms of symptoms. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
Possible Causes • Improper torque applied • Improper operating conditions • Contamination • Erroneous algorithms • Improper alignment • Excessive loading • Excessive voltage • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
FAST Failure Modes and Effects Analysis (FFMEA) • A numerical weight should be assigned to each cause that indicates how likely that cause is. A common industry standard scale uses 1 to represent not likely and 10 to indicate inevitable. • Identify controls. Testing, analysis, monitoring, and other techniques should be identified that can or have been used on the same or similar products/processes to detect failures. • Each of these controls should be assessed to determine how well it is expected to identify or detect failure modes. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
FAST Failure Modes and Effects Analysis (FFMEA) • After a new product or process has been in use previously undetected or unidentified failure modes may appear. • The FFMEA should then be updated and plans made to address those failures to eliminate them from the product/process. • FFMEA can be used to resolve organizational and procedural failures as well as product failure. • From: Failure Modes and Effects Analysis(FMEA), by Kenneth Crow, DRM Associates • http://www.npd-solutions.com/fmea.html
How FFMEA Improves the VE Methodology • FFMEA is an important methodology that can be integrated with Six Sigma and VE to generate superior results. • The point at which FFMEA is most appropriate is after the function analysis and FAST Model have been built and functions for improvement have been chosen.
The Traditional VE Information Phase • Analyze Information • Define Problem • Isolate Functions • Develop FAST Model • Create Function - Cost Model (or other applicable Function - Attribute model such as performance, or risk).
The Information Phase w/FFMEA • Analyze Information • Define Problem • Isolate Functions • Develop FAST Model • Create Function - Cost Model (or other applicable Function - Attribute model such as performance, or risk). • Identify problem functions • Brainstorm potential causes to problem functions • Rate potential causes (1 - 10 scale) • Choose a cut-off (~6) and identify “most likely causes” to these problems
Determine Defects HOW WHY Establish Container Integrity Follow Inspection Plan Write Inspection Plan Determine Condition Inspect Container Examine (Visually) Container Establish Integrity Criteria Verify Inspection Plan Identify Potential Problems Determine Disposition WHEN Determine Contents Define Container Integrity Develop Inspection Plan Identify Defects Know Problem Contents Verify Container ID. Validate Inspection Plan OUTPUT INPUT Function Analysis Systems Technique (FAST)
Identifying Areas for Improvement • Identify key functions where performance may be less than adequate (LTA) • For the functions where performance is LTA, brainstorm likely causes of failure. • Next, rate these causes on a scale of 1-10 as to which are the most likely causes of the problem(s).
Identifying Most Likely Causes of The Problem(s) • After rating the likely causes of the problem(s), choose a cut-off point from which the most likely causes of failure will be addressed first (usually about 6 depending on the number of causes). • For the most likely causes of the problem(s), brainstorm contributing factors to the causes of these problem(s).
FFMEA - Identifying Alternatives • Next, given the most likely causes and their contributing factors, you are ready to start identifying potential alternatives for design, or improvements to the system. • For each key function that has been identified as not being performed, or performance is LTA, brainstorm potential ways to perform, or improve the performance of these functions. • The identification of most likely causes of the problems with those functions focuses the teams attention on the most needed improvements which facilitates brainstorming of superior ideas for improvement, or design of the new system.
Summary • Value Engineering is a powerful, interdisciplinary problem solving tool. • VE is used to improve cost, and performance without sacrificing quality. • In fact, VE can be used to improve quality. • FMEA applied to FAST greatly enhances VE’s ability to improve quality in existing products, process, or services • FMEA applied to FAST can also improve new product development