Download
1 / 21
290 likes | 709 Views
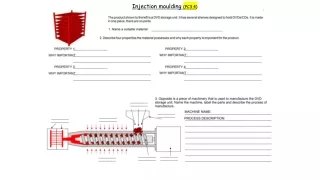
Injection Moulding Technology. Part 3. Quality. Session aim. To improve the delegates understanding of quality issues, relating to injection moulding and how the process can be optimised and monitored. Session objectives. By the end of the session you will be able to:.

E N D
Injection Moulding Technology Part 3 Quality
Session aim To improve the delegates understanding of quality issues, relating to injection moulding and how the process can be optimised and monitored.
Session objectives By the end of the session you will be able to: • State 3 Quality Improvement tools. • Explain how weight can be used to monitor • the process. • Calculate Cm and Cmk values.
Quality control - Detection systems Decisions taken Information on quality The manufacturing process Methods People Material Output Environment Equipment
Quality assurance - Prevention systems The manufacturing process Method People Material Output Decisions taken Environment Equipment SPC Information on quality Improve Designs FMEA Update Performance DoE
Quality tools DoE (Design of Experiments) A combination of trials to identify optimum process conditions. e.g. L8 – 7 variables with 2 levels. FMEA(Failure Mode & Effects Analysis) Step-by-step approach to identify all possible failures in a design, manufacturing or assembly process. SPC (Statistical Process Control) A mathematical technique to measure and improve performance.
Failure Mode & Effects Analysis 1. Process function – Capability study on m/c. 2. Potential failure modes – Zero cushion position 3. Potential effects of the failure – High scrap rate 4. Potential causes of the failure – Worn/damaged check ring 5. Current process controls – None 6. Recommended actions – a) Barrel tolerances +/- 100C. b) Monitor cushion position c) Visual check every 6 months (Abrasive polymers) PC & GF grades
SPC - More detail Statistical Process Control Collecting, representing and analysing data, developing and understanding patterns. A sequence of operations, not only the machine cycle. Measuring performance, taking action on the data.
Terminology x x BottomLimit TopLimit Total Tolerance x x xx x x x x x Target
Case study x x x x x x x x Total Tolerance x x x x x x x x Total Variation in Sample x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x Target piston diameter = 60 mm (+/- 1mm) Target 58.8 59.0 59.2 59.4 59.6 59.8 60.2 60.4 60.6 60.8 61.0 61.2 60.0 Measured sizes
Normal distribution curves 6 x std dev (6 Sigma) = 99.9997% x
Why choose 6 sigma? x 1 sigma = 691,462 DPM or 30.9% Defect free 2 sigma = 308,538 DPM or 69.1% Defect free 3 sigma = 66,807 DPM or 93.3% Defect free 4 sigma = 6,210 DPM or 99.4% Defect free 6 sigma = 3.4 DPM or 99.9997% Defect free
Machine capability Total tolerance Cm = 6 x Sigma Cm = Measure of the variation present, in relation to the available tolerance.
High capability Capability = Cm = Total tolerance = 1.2 = 3 6 x Sigma 0.4 6 Sigma ( = 0.4 ) Tolerance = +/- 0.6 Curve fits into tolerance 3 times.
Low capability 6 Sigma ( = 1.6 ) Tolerance = +/- 0.6 Capability = Cm = Total tolerance = 1.2 = 0.75 6 x Sigma 1.6 Curve does not fit inside the tolerance.
Minimum capability Cm = 1.67 or greater LSL USL
Minimum capability Cm is still = 1.67 but some samples are outside limits. Target LSL USL
Targeting Difference between the Avg. and nearest limit Cmk = 3 x Sigma Cmk = Measure of the variation present in relation to the available tolerance, combined targeting of the set-up.
Worked example 0.215 3 x sigma 0.215 Cmk = Difference between Avg. and nearest Limit = 2.04 = 3 x 0.035 (Sigma) 0.105 Cmk = 1.67 or greater LSL USL TARGET Avg.(Mean)
Injection Moulding Technology Part 3 Quality