Download
1 / 29
300 likes | 512 Views
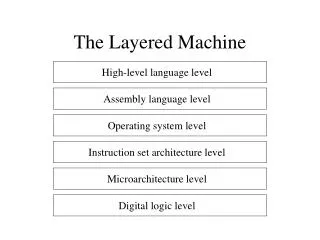
Layered Intelligence for Machine Monitoring. Sensors Expo 2014. Michael Stanley Mark Pedley Maureen Helm Freescale Semiconductor. Quick Introduction. Employed at Motorola / Freescale Semiconductor from June 1980 to the present, where I’ve had multiple careers. Most recently:

E N D
Layered Intelligence for Machine Monitoring Sensors Expo 2014 Michael Stanley Mark Pedley Maureen Helm Freescale Semiconductor
Quick Introduction • Employed at Motorola / Freescale Semiconductor from June 1980 to the present, where I’ve had multiple careers. Most recently: • SoC Integration / MCU Architecture • Sensors Architecture / Algorithms / Product Definition • basically, solving systems level problems • I blog on sensor related topics at http://www.freescale.com/blogs/mikestanley and http://memsblog.wordpress.com/ • Mike.Stanley@freescale.com • Download the Xtrinsic Sensor Fusion Library for Kinetis MCUs from http://www.freescale.com/sensorfusion Mike Stanley
Safe & Efficient Automobiles Safe driving, front/side impact Tire information system Active driver assistance Passenger occupancy detection Industrial Sensor Networks Connected intelligence Fault monitoring/prognostication High precision modules Extreme Portable Electronics Low profile packages Low power consumption Submersible sensors Freescale SemiconductorSensors Solutions Division - Market Focus Automotive • Standalone sensing systems • Ruggedized packages • Wide sensing ranges Consumer • Accelerometer • Gyroscope • Pressure • Magnetometer • MCU integrated sensors
A common thread for all these scenarios is that downtime is very, very expensive. Predictive maintenance is a must when you cannot afford downtime. Courtesy of Volvo Construction Equipment (mages.volvoce.com) Credit: IBM Research (http://www-03.ibm.com/press/uk/en/photo/43250.wss)
Topics • Condition-Based Maintenance (CBM) • Condition-Based Monitoring • Prognostics and Health Management (PHM) systems • Machine Monitoring • Predictive Maintenance In this talk, we will focus on vibration monitoring for CBM Lowered costs in sensors and communications imply that CBM techniques may be poised to extend into new areas – IF we can simplify the software side of things.
There are lots of players in this field. Many are service companies. • Bentley Nevada Services • Monition Limited • ROZH • GasTOPS Ltd. • Critical Software • Azima DLI • Balmac Inc. • Diagnostic Solutions • Siemens • Prosig • Condition Analyzing Corporation • Metso Corporation • Dresser-Rand • dB Prűftechnik • KCF technologies • Schenck USA • Machine Monitoring Systems • General Electric • Techenomics International • Vibrotech reliability services • Condition Monitoring Services Inc. • Vikon • STI Vibration Monitoring • ALS Limited • Fluke • GeoSonics / Vibra-Tech • Timken • Vipac Engineers and Scientists Ltd. • Wagner Equipment Co. • KIM Gruppen • Allied Reliability Group • Tezzco Inc. • Sterling SIHI BmbH
This machine includes: • rotating motor • centrifugal pump • linkage between the two • Each is subject to its own array of problems. These might include: • Bearing failures • load imbalance • shaft misalignment • looseness • gearbox faults • drive belts • resonance figure source; http://en.wikipedia.org/wiki/File:Centrifugal_Pump-mod.jpg
Shaft Misalignment Radial Aligned Angular misalignment causes axial vibration at 1X running frequency Tangential Axial Parallel misalignment causes radial vibration at 2X running frequency
Bearing faults have specific frequency signatures For ball defects: BSF = ½ (Pd/Bd) x S x [1 – (Bd/Pd x cos)2] For outer trace defects: BPFO = ½ Nb x S x [1 – (Bd/Pd x cos)] For inner trace defects: BPFI = ½ Nb x S x [1 + (Bd/Pd x cos)] Pd Bd Pd = pitch diameter Bd = ball diameter Nb = number of balls S = speed (revolutions/sec) = contact angle BSF = Ball Spin Frequency BPFO = Ball Pass Frequency of Outer Trace BPFI = Ball Pass Frequency of Inner Trace Defect signals may be swamped by other noise in the system, in which case enveloping or wavelet techniques may be used to extract the signature.
Gears also have specific frequency signatures • gear mesh speed = shaft speed X # of teeth • So = Si X Ti/To • where: • Ti = number of input teeth • To = number of output teeth • Si = input speed • So = output speed http://commons.wikimedia.org/wiki/File:NonSynchronousGearBoxSF.jpg
CBM Breakdown Condition based maintenance what went wrong? includes estimation for remaining useful life prognostics diagnostics more mature than prognostics require sufficient samples that were run to failure data driven statistical • We should differentiate between: • rotating vs linear motion • constant rotation versus step oriented machine learning must understand the physics of expected failure progression and how to get parameters required for the model physics-based
Maintenance Scenarios Fault Detection Down Time Unscheduled Maintenance maintenance preparation actual maintenance Down Time continuous RUL estimation maintenance preparation scheduled maintenance Managed Maintenance Preventive maintenance can be scheduled when downtime is cheapest. Notice that in the 2nd scenario, we can minimize inventory and do prep work while still “line-up” From “Major Challenges in Prognostics: Study on Benchmarking Prognostics Datasets” by Eker, Camci and Jennions
ISO 13374 Provides a Standard Architecture for Condition Monitoring & Diagnostics Sensor / Transducer / Manual Entry External systems, data archiving and block configuration Data Acquisition (DA) Technical displays and information presentation Data Manipulation (DM) State Detection (SD) Health Assessment (HA) Prognostic Assessment (PA) Advisory Generation (AG)
Let’s explore a very simple example…a basic servomotor and REPEAT samples at 400Hz rate Accelerometer Sensor Board Laptop with interface program and Matlab 1ms to 2ms pulse every 20ms Motor Control Electronics accelerometer readings over time
Looking at actual Z-axis accelerometer readings These spots are where the motor does the wide swing back to its original position motor is stationary for 1 second between movements of ~15 degrees at each step
Compare a Good vs “Marginal” motor Good Marginal Motor sometimes “chatters”
How does a computer tell a healthy motor from a sick one? • Possible features include: • FFT • PSD • AutoCorrelation • Wavelet • RMS value • Peak to RMS • Mean • Crossing Rate • Standard Deviation • Variance • Skew Factor • Kurtosis • Shape Factor Steps are: • Sample data • Filter • Extract features • Segment data stream • Extract states
Variances Plots for Good vs Marginal MotorNote the differences in scale A Good Motor A Marginal Motor red line = threshold used to break continuous data stream up into “frames”
Standard Deviation Plots for Good vs Marginal MotorNote the differences in scale A Good Motor A Marginal Motor red line = threshold used to break continuous data stream within frames into a sequence of “symbols”
FFT and PSD Plots for Good vs Marginal Motor A Good Motor A Marginal Motor These motors are made by two different manufacturers – the difference is clear when viewing the spectrum
Auto-Correlation Plots A Good Motor A Marginal Motor It makes sense the that device on the left would show better auto-correlation, as it has significantly less “chatter”.
After segmentation and feature extraction A Good Motor A Marginal Motor For lower plots: 1 = high noise or start of frame 0 = not computed (partial frames) -1 = low noise
We could also use “# of recognized symbols/frame” as a figure of merit Close-up on the Marginal Motor
Scaling it up to real life • We are consulting with our in-house wafer fab to use these techniques to provide early warning indicators of “maintenance required” for wafer handling equipment (shown to the right). • Initial results are promising. Primary limitation is getting production engineers to take time out of their day for data collection.
Freescale is developing collateral designed to simplify implementation of condition monitoring systems. Use Freescale supplied GUIs and embedded apps to experiment with data capture and feature selection, then utilize Matlab machine learning algorithms to develop higher level ISO 13374 functions. Sensor / Transducer / Manual Entry • Choices include: • Sensor Type • Axis (X, Y, Z, temp, etc) • Sample Rate Health Assessment (HA) Data Acquisition (DA) • Feature Extraction choices include: • FFT • Wavelets • Entropy • RMS noise • peak value • etc. Data Manipulation (DM) Prognostic Assessment (PA) State Detection (SD) Advisory Generation (AG) Development Board Matlab
Freescale Xtrinsic Vibration Monitoring • In real time, the user can change: • Sensor • Axis • Window • Filter • All FFT computations are done on the sensor board. • Data can be logged, replayed, and transferred to Matlab.
Conclusions • Useful vibration analysis work can be done with consumer grade MEMS given the right enablement tools and libraries. • Some problems will require wider dynamic range and bandwidth sensors. • We don’t have to re-invent the wheel. There is a mature industry doing machine monitoring. Re-use of existing techniques can bootstrap new applications. • Freescale Semiconductor is actively working to bring hardware and software components together to make adoption of these techniques easier.
To LearnMore Organizations: • Open Operations & Maintenance Initiative (http://www.openoandm.org) • Machinery Information Management Open System Alliance (http://www.mimosa.org) • International Organization for Standardization (http://www.iso.org) • Center for Intelligent Maintenance Systems (http://www.imscenter.net) References: • “Commercialization of Prognostics Systems Leveraging Commercial Off-The Shelf Instrumentation, Analysis and Data Base Technologies”, Preston Johnson • “Vibration Diagnostic Guide”, SKF Reliability Systems • “Harris Shock and Vibration Handbook”, 6th edition, Allan G. Piersol & Thomas L. Paez, McGraw Hill • “A Review of PHM System’s Architectural Frameworks”, Surya Kunch, Chaochao Chen & Michael Pecht. • “Review of Vibration Analysis Methods for Gearbox Diagnostics and Prognostics”, Mitchell Lebold, et. al.