Download
1 / 30
300 likes | 508 Views
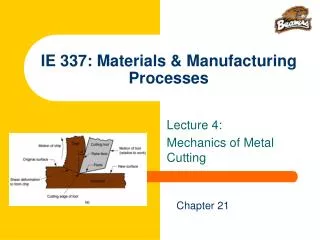
MET 141 Manufacturing Processes and Materials. Change of Form. Spring 2002. Introduction. Other forms of manufacturing involve methods that reduce or increase the volume of a material. When changing the form of a workpiece, we are only changing the shape. Major methods include:

E N D
MET 141Manufacturing Processes and Materials Change of Form Spring 2002
Introduction • Other forms of manufacturing involve methods that reduce or increase the volume of a material. • When changing the form of a workpiece, we are only changing the shape. • Major methods include: • Melting the material • Powdering the material • Deforming the material • These processes include many methods of: • Casting Materials • Powder metallurgy • Forging • Bending • Drawing • Spin forming • High-energy forming
Casting • Involves placing a liquid material into a mold where it hardens or solidifies into a final shape. • Variations of casting include: • Sand Casting • Green Sand • Dry Sand • Investment processes • Lost wax • Shell mold • Centrifuged • Slush • Continuous • Permanent Mold Processes • Gravity feed • Low-pressure feed • Hot-chamber Die • Cold-chamber Die • Centrifugal
Basic Concept • Many terms used in sand casting apply to other forms of casting. • Basic concept of sand casting is that fine sand is packed around a pattern to form a mold. • Pattern is then removed leaving a cavity. • Molten metal, ceramic slurry, or other liquefied material is poured in. • Once solidified, the mold is opened and the work piece is removed.
Patterns • In sand casting, patterns are generally made out of a hardwood. • Since most metals shrink when they cool the pattern must be made oversized. • Shrinkage of steel castings vary from 0.5% to 2% depending on the alloy in the steel
Two Significant Problems • Two significant problems. • Parting plane through the longest horizontal section • Draft angle-typically about 2 degrees
Sand Casting Procedure • Only damp sand will work. • Oil or water is mixed into sand (mulling) • Sand is packed into a flask around a pattern • 2 parts: upper (cope), lower (drag) • Vertical hole (sprue) is cut in which to pour liquefied material. • Horizontal holes (runners) are cut from sprue to pattern. • Pattern is removed and two halves are mated together.
Sand Casting Procedure • Dam is created to allow molten metal to flow into sprue under oxide layer. • Gate controls and allows even horizontal flow of material into the mold (good grain structure) • Trap catches loose sand • Vents allow steam or trapped gas to escape.
Sand Casting Procedure cont. • Riser allows molten material to completely fill the mold. • Metal is poured slowly and evenly until seen in the riser. • Metal solidifies. • Most metals shrink on the surface. • Sprue and riser is cut from the part.
Multiple Casts • Single sprue tree • Multiple runners and patterns
Sand Casting (Green Sand) Characteristics Advantages Disadvantages
Sand Casting (Dry Sand) Characteristics Advantages Disadvantages
Investment Casting (Lost Wax) Characteristics Advantages Disadvantages
Investment Casting (Shell Mold) Characteristics Advantages Disadvantages
Investment Casting (Centrifuged) Characteristics Advantages Disadvantages
Investment Casting (Vacuum) Characteristics Advantages Disadvantages
Investment Casting (Vacuum)
Permanent Mold (Gravity Feed) Characteristics Advantages Disadvantages
Permanent Mold (Low Pressure Feed) Characteristics Advantages Disadvantages
Permanent Mold (Hot Chamber Die) Characteristics Advantages Disadvantages
Permanent Mold (Cold Chamber Die) Characteristics Advantages Disadvantages
Permanent Mold (Centrifugal) Characteristics Advantages Disadvantages
Permanent Mold (Centrifugal)
Permanent Mold (Slush) Characteristics Advantages Disadvantages
Permanent Mold (Continuous Pour) Characteristics Advantages Disadvantages
Investment Casting (Lost Wax) Characteristics Advantages Disadvantages