Download
1 / 10
100 likes | 112 Views
This article explores the design aspects to avoid fatigue ruptures in high-pressure systems, including correct design strategies, material selection, and fatigue testing. It also discusses the importance of avoiding stress peaks and provides insights into shrinking autofrettage methods. Case studies and test results are included to highlight the impact of different materials and corrosive environments on fatigue life.

E N D
High Pressure Design aspects to avoid fatigue rutures Correct Design Shrinking Autofrettage Correct Material selection Fatigue testing INA
How to avoid fatigue ruptures? Rupture of a diaphragm cover at system pressure of 350 bar Process Fluid: Propion Acid INA
„Don‘t lead the forces for a walk around“ Konsequent Detail Design Strategy Smooth surface; Simple parts; Small Parts The closer to a straight tube the better No notches INA
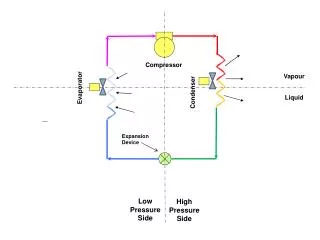
Konsequent Detail Design • Goal: Avoid or decrease stress peaks • Coaxial Valves • Simple part, straight • No Intersection • Shrinkage INA
D+X D D unloaded under pressure Shrinking Method Above 2500 bar Different layers, different materials INA
1.4462 Rm RP 0,2 Autofrettage Important parameters: Breaking elongation, Charpy Energy Load time Up to 13000 bar INA
Material Selection and Fatigue Testing • Most problematic is pulsating load in combination with corrosion • The only answer: fatigue testing • Rotating Bending + Pulsating Tensile + Pulsating Pressure Rotating Bending (RB) Pulsating Tensile (PT) SO Pulsating High Pressure (PP) SU INA
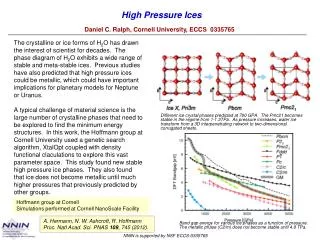
Fatigue Test Results Chemicals reduce fatigue life!! 10 Million load cycles = 14 days 1.4462 1.4501 1.4404 1240 bar 14 days of corrosion! 1020 bar 1000 bar Artificial seawater 810 bar 10 Mio INA
Fatigue Test Results Pressurized Hydrogen attack to steel – resitance limit Above 250°C ammonia forms a nitride layer on steels. Brittle/Hardness Protection With austenitic steels Above 350°C INA
1.4462 Rm RP 0,2 Monobloc Two piece shrink Partially autofrettage Comparison of the different Improvements INA