Download
1 / 9
100 likes | 328 Views
Use of Abandoned Mine Drainage for Hydraulic Fracturing in Marcellus Shale. Radisav D. Vidic Department of Civil and Environmental Engineering University of Pittsburgh, Pittsburgh, PA 15261. Why AMD?. Well permits. AMD. Reclaimed AMD. Proximity of AMD to Marcellus wells

E N D
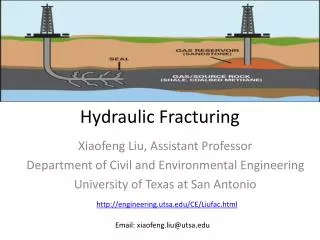
Use of Abandoned Mine Drainage for Hydraulic Fracturing in Marcellus Shale Radisav D. Vidic Department of Civil and Environmental Engineering University of Pittsburgh, Pittsburgh, PA 15261
Why AMD? Well permits AMD Reclaimed AMD • Proximity of AMD to Marcellus wells • Significantly lower transportation costs (reduce truck traffic) • Environmental benefit (if every Marcellus well is fracked with AMD, discharge to PA rivers could be reduced by about 30%)
Co-treatment of Flowback Water and AMD Abandoned mine drainage (AMD) Flowback water Barium, Strontium, Calcium Sulfate Hydraulic fracturing Enables the reuse of flowback water for hydraulic fracturing with limited treatment => decreases the treatment and transport cost of flowback water Finished water should meet industry limit of 100-200 ppm of sulfate
AMD and FlowbackWater Chemistry Flowback AMD AMD from sites a and B are available in the vicinity of FB1 while C and D are found close to FB2 Selected actual AMD that are available in the vicinity of well sites in Washington and Westmoreland Counties in Southwest Pennsylvania for experiments aimed at understanding relevant chemical reactions, kinetics and solids generation to enable the design of realistic treatment process.
Adjusting the Mixing Ratio to Achieve Desired Effluent Sulfate Limit Depending on the initial quality of flowback and AMD, adjustment of the mixing ratio is needed to achieve desired finished water quality in terms of sulfate concentration (100-200 ppm) to allow unrestricted use for fracking
Crystal Characteristics Predicting the Finished Water Quality • TCLP tests revealed no leaching of Ba or Sr • Sludge generated in this process is non-hazardous
Optimizing Coagulation/Flocculation Process • Optimum coagulant dose: 20 mg/L • Optimum pH: 6.0 • Slow mixing time: 30 min • Settling time: 30 min
Sulfate Removal is Governed by the Ba2+/SO42- ratio • Very low turbidity of the finished water
Process Design for 1 MGD Plant Q = 1.15 MGD C = 9,625 ppm Q = 0.4 MGD Co = 1,000 ppm Q = 1 MGD C < 5 ppm Q = 0.15 MGD C = 70,000 ppm Q = 0.6 MGD Co = 1,000 ppm • Simple, conventional process with sludge recycle • Sludge passes TCLP test for Ba, Sr and Ra • Capital cost for 1 MGD plant: $1.5 million • Cost of treatment estimated at $1.5/1,000 gal ($0.063/bbl)