Download
1 / 39
390 likes | 871 Views
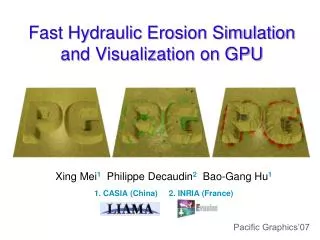
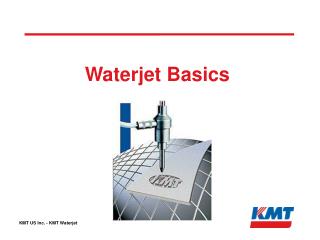
Simulation of Waterjet Erosion. Using ANSYS/LS-DYNA And Smoothed Particle Hydrodynamics (SPH) Mike Valant ME 8364 Steve Groothuis. Smoothed Particle Hydrodynamics. Matter is represented by particles of fixed mass Conservation equations are expressed as inter-particle forces

E N D
Simulation of WaterjetErosion Using ANSYS/LS-DYNA And Smoothed Particle Hydrodynamics (SPH) Mike Valant ME 8364 Steve Groothuis
Smoothed Particle Hydrodynamics Matter is represented by particles of fixed mass Conservation equations are expressed as inter-particle forces Mechanical equations are expressed as the summation of interpolants (interpolation equations), using a kernel function W with a smoothing function h.
Smoothed Particle HydrodynamicsIntegration Cycle Bucket Sort
Abrasive Waterjet Erosion Process Erosion Testing Machine
Abrasive Waterjet Erosion Process Monolithic Erosion Test Samples 45° from normal 0° from normal
Abrasive Waterjet Erosion Process Multilayered Erosion Test Samples
Abrasive Waterjet Erosion Process Erosion is a micro-scale process which occurs over long periods of time The cumulative effect of erosion is the sum of millions of high-speed microscopic impacts A true model of abrasive waterjet erosion would include millions of micro-scale events integrated over a time scale many orders of magnitude larger than that of each individual event. Therefore, for this model, several approximations and adjustments are made
Abrasive Waterjet Erosion Model Abrasive Waterjet – SPH Particles 1.25mm diameter Quartz Sand Density – 2.65 g/cc Elastic Modulus – 70 GPa Compressive Yield Strength – 1100MPa Poisson’s Ratio – 0.17 Shear Modulus – 31 GPa Material model - *MAT_ELASTIC_PLASTIC_HYDRO Equation of State - Gruneisen
Abrasive Waterjet Erosion Model Workpiece – Lagrangian Elements 6061 T6511 Aluminum Density – 2.785 g/cc Elastic Modulus – 68.9 GPa Yield Strength – 276MPa Ultimate Tensile Strength – 310 MPa Poisson’s Ratio – 0.33 Shear Modulus – 27 GPa Material Model - *MAT_PLASTIC_KINEMATIC
Abrasive Waterjet Erosion Model Model Dimensions Jet Diameter – 4cm Jet Length – 15cm Jet Speed – 3000 km/s (1% of speed of light!) Jet angles from normal - 1°, 22.5°, 45°, 67.5° Workpiece length and width – 12cm Workpiece layer thickness – 3mm Number of layers - 5
Abrasive Waterjet Erosion Model Sample code - ANSYS /PREP7 !--------------------------------------------------- ! ELEMENT DEFINITION !--------------------------------------------------- ET,1,SOLID164 KEYOPT,1,1,1 ! = 0,1 (Constant stress solid element) ! = 2 (Fully integrated selectively-reduced solid) KEYOPT,1,5,0 ! = 0 (LAGRANGIAN), =1 (1PT ALE) ! = 1 ALE (Arbitrary Lagrangian-Eulerian) ET,2,MESH200 ! Not solved element KEYOPT,2,1,6 ! 4-node meshing element !--------------------------------------------------- ! GEOMETRIC PARAMETERS !--------------------------------------------------- PI = acos(-1) ! definition of pi RCYL = 2 ! jet radius [cm] --- changed from 2 HCYL = 15 ! jet column height [cm] XBLOCK = 12 ! workpiece width [cm] YBLOCK = 12 ! workpiece length [cm] NUMLAYER = 5 ! number of workpiece layers AVGBLOCK=(XBLOCK+YBLOCK)/2 ! AVERAGE NUMBER FOR MESHING ZBLOCK = 0.3 ! workpiece LAYER height [cm] ZTOTAL = ZBLOCK*NUMLAYER ! total height of workpiece RCYL2 = 2*RCYL ! jet radius on workpiece [cm] --- changed from 2*rcyl IANG = 67.5 ! jet angle from normal [deg] !
Abrasive Waterjet Erosion Model Sample code - ANSYS ! BASE BLOCK ! RECT,0,XBLOCK,0,YBLOCK ! MAKE RECTANGLE ! MSHKEY,1 ! NOT free meshing TYPE,2 MAT,WPIECE2 ESIZE,AVGBLOCK/WPIECEMESH AMESH,ALL ! ! BUILD LAYER 1 ! ALLSEL TYPE,1 ! SELECT 3D ELEMENT TYPE MAT,WPIECE1 EXTOPT,ESIZE,1,0, ! Val1 (1) sets the number of element divisions in the direction of volume generation or volume sweep. ! Val2 sets the spacing ratio (bias) in the direction of volume generation (zero calls default, uniform spacing=1) VEXT,ALL, , ,0,0,ZBLOCK,,,, !
Abrasive Waterjet Erosion Model Sample code - ANSYS !--------------------------------------------------- ! SOLID MESHING FOR WATERJET !--------------------------------------------------- ! MSHAPE,0,3D SMRT,MCYL ! Overall element size level for meshing. The level value controls the fineness of the mesh. ! 1 is finest mesh, 10 is coarsest ! ! SPH CYLINDER MAT,WJET VSWEEP,NUMLAYER+1 ! ALLSEL $ CMSE,ALL ! MODMSH,DETACH !--------------------------------------------------- ! COMPONENT DEFINITION FOR WATERJET PLUS DELETE WATERJET ELEMENTS !--------------------------------------------------- ESEL,S,MAT,,WJET NSLE,S,1 CM,SPHNODES,NODE EDEL,ALL ! ALLSEL $ CMSE,ALL !
Abrasive Waterjet Erosion Model Sample code - ANSYS !--------------------------------------------------- ! GATHER CONSTRAINED NODE DATA !--------------------------------------------------- nsel,s,loc,z,0 ! select all nodes on z0 plane n1=0 ! set n1 to 0 cn=ndinqr(0,13) ! return number of selected entities *dim,cnodes,,cn,1 ! define a FORTRAN-like array with cn rows, one column, and one plane (default one plane) *do,indx,1,cn ! do loop, counter indx, start from 1 and go to cn n1=ndnext(n1) ! n1 now equals next selected node having a node number greater than n1, where n1 started at 0 cnodes(indx,1)=n1 ! value of cnodes at row (indx) equals n1 *enddo ! end of do loop cmin=cnodes(1,1) ! cmin equals the first node in cnodes cmax=cnodes(cn,1) ! cmax equals the last node in cnodes allsel $ cmse,all ! reselect all !--------------------------------------------------- ! GATHER SPH NODE DATA !--------------------------------------------------- CMSE,S,SPHNODES N1=0 SPHN=NDINQR(0,13) *DIM,SNODES,,SPHN,4 ! define a FORTRAN-like array with SPHN rows, four columns, and one plane (default one plane) *DO,INDX,1,SPHN ! do loop, counter indx, start from 1 and go to SPHN N1=NDNEXT(N1) SNODES(INDX,1)=N1 ! NODE NUMBER SNODES(INDX,2)=NX(N1) ! X-CCORDINATE SNODES(INDX,3)=NY(N1) ! Y-COORDINATE SNODES(INDX,4)=NZ(N1) ! Z-COORDINATE *ENDDO SMIN=SNODES(1,1) SMAX=SNODES(SPHN,1)
Abrasive Waterjet Erosion Model Sample code - ANSYS !--------------------------------------------------- ! EXPORT DATA TO WJBORE.K !--------------------------------------------------- *VWRITE ('*KEYWORD') *VWRITE ('$ cm micros GPa') *VWRITE ('*TITLE') *VWRITE,TVELO,IANG ('Waterjet Boring: Particle Speed :',G8.2,'km/s at',G8.2,'deg') *VWRITE ('*CONTROL_TERMINATION') *VWRITE,ENDTIM %10.6f *VWRITE ('*CONTROL_TIMESTEP') ! timestep scale factor TSSFAC is usually from .67 to .9, not .2 *VWRITE (' 0.0000000 0.200000 0 0.0000000 0.0000000 0 0 0') *VWRITE ('*CONTROL_SHELL') *VWRITE (' 0.0000000 0 0 0 9 0 0') *VWRITE ('*CONTROL_DAMPING') *VWRITE (' 0 0.0000000 0.0000000 0.0000000 0.0000000 0 0.0000000 0')
Abrasive Waterjet Erosion Model Sample code – LS-DYNA *MAT_PLASTIC_KINEMATIC 1 7.8500000 0.7000000 0.2900000 290.000-5 0.0700000 1.0000000 0.0000000 0.0000000 0.0000000 0 0 *MAT_PLASTIC_KINEMATIC 2 7.8500000 0.7000000 0.2900000 290.000-5 0.0700000 1.0000000 0.0000000 0.0000000 0.0000000 0 0 *MAT_PLASTIC_KINEMATIC 3 7.8500000 0.7000000 0.2900000 290.000-5 0.0700000 1.0000000 0.0000000 0.0000000 0.0000000 0 0 *MAT_PLASTIC_KINEMATIC 4 7.8500000 0.7000000 0.2900000 290.000-5 0.0700000 1.0000000 0.0000000 0.0000000 0.0000000 0 0 *MAT_PLASTIC_KINEMATIC 5 7.8500000 0.7000000 0.2900000 290.000-5 0.0700000 1.0000000 0.0000000 0.0000000 0.0000000 0 0 *MAT_ELASTIC_PLASTIC_HYDRO 10 2.6450000 31.0000-2 110.000-4 0.0000000 -2.000-02 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 0.0000000 *EOS_GRUNEISEN 3 0.5328000 1.3390000 0.0000000 0.0000000 2.0000000 0.4800000 0.0000000 0.0000000 *MAT_ADD_EROSION 1 888 888 888 888 .25 888 888 888
Abrasive Waterjet Erosion Model Early solution with plastic deformation but no erosion model Material and jet are plotted as a cross-section Maximum plastic strain is over 100%
Abrasive Waterjet Erosion Model Impact angle 67.5° from Normal Model Geometry
Abrasive Waterjet Erosion Model Impact angle 67.5° from Normal Reverse Elevated View – Von Mises Stress
Abrasive Waterjet Erosion Model Impact angle 67.5° from Normal Side View – Von Mises Stress
Abrasive Waterjet Erosion Model Impact angle 67.5° from Normal Bottom View – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 67.5° from Normal Top View, Jet Not Shown – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 45° from Normal Model Geometry
Abrasive Waterjet Erosion Model Impact angle 45° from Normal Elevated View – No Fringe Levels
Abrasive Waterjet Erosion Model Impact angle 45° from Normal Side View – No Fringe Levels
Abrasive Waterjet Erosion Model Impact angle 45° from Normal Top View – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 22.5° from Normal Model Geometry
Abrasive Waterjet Erosion Model Impact angle 22.5° from Normal Elevated View – No Fringe Levels
Abrasive Waterjet Erosion Model Impact angle 22.5° from Normal Elevated View – Von Mises Stress
Abrasive Waterjet Erosion Model Impact angle 22.5° from Normal Elevated Side View, Cross-Section – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Model Geometry
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Elevated View – No Fringe Levels
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Elevated View – Von Mises Stress
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Elevated View, Cross-Section – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Side View, Cross Section – Plastic Strain
Abrasive Waterjet Erosion Model Impact angle 1° from Normal Side View, Cross Section – Plastic Strain Note Shape of Deformation
Model Correlation, AKA “Goodness” Some of the major overall effects of abrasive waterjet erosion are present in this model: The impact and erosion patterns on the workpiece surface are similar in shape to the erosion patterns seen in experiments. A decrease in impact angle (relative to normal) results in an increase in the erosion rate. This is true for very high-speed abrasive waterjets. The erosion shape in cross-section is similar to the shape seen in experiments.
Future Work There are many parts of the model which can be improved or augmented: Model geometry should equal experimental geometry. Abrasive waterjet speed should be closer to the experimental speed. If possible, a finer mesh for the workpiece and for the waterjet should be employed. Also a much longer waterjet is desirable. The waterjet mesh should be more uniform to enhance SPH solution stability. Artificial particle penetration and contact instability issues should be addressed. The waterjet particle distribution can be improved by using a Gaussian-distributed mesh to more accurately represent the true particle distribution in a typical waterjet. Materials of different properties can be used for different workpiece layers to simulate laser-deposited hard coatings.
THANK YOU Many thanks go to Steve Groothuis, without whom this project would not have been possible. Thanks must also go to Dr. Kovacevic for encouraging me to enroll in this class. Finally, thank you for being a good audience!