Download

1 / 35
360 likes | 590 Views
COMPOSITES ( in aircrafts ). DOMESTIC CUSTOMERS .. Indian Air Force Indian Navy Indian Coast Guard Border Security Force Oil and Natural Gas Commission Indian Air Lines Air Port Authority of India Private Air Lines. Customers PROFILE :.

E N D
DOMESTIC CUSTOMERS.. • Indian Air Force • Indian Navy • Indian Coast Guard • Border Security Force • Oil and Natural Gas Commission • Indian Air Lines • Air Port Authority of India • Private Air Lines Customers PROFILE:
INTERNATIONAL CUSTOMERS...Government of Mauritius British aerospace U.K. Dornier Germany Dnuk airways Bhutan Necon air-Nepal Everest air Nepal Sita Air Nepal South Korea Namco Greece Holiday Air Srilanka Cont….
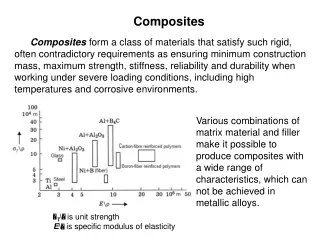
DEFINITION: • The use of two or more than two materials are called composites. • It is an advanced and latest technique. • In aircraft , it is used in only DORNIER-228. • It is a non metal alloy.
Reason behind the need: • Around 20-30 years ago, a survey was performed for the quality and cost of the aircraft in all over the world. • In that survey it was found that Indian aircrafts were poor in strength and cost were very high. • The reason behind this was, the Indians were very poor in man-hour rate and salary paid by company for their job were more.
The solution of this problem was that the mentality of Indians can never be changed, i.e. we can not compromise with Indians man-hour rate. • So a material was found which was more in strength and less in weight. • Its strength is more than metals. Cont….
High tensile and shear strength, • High impact strength, • High modulus of elasticity, • Less weight, • Strength is around 3 times than metals, • Low moisture absorption, • Easy repair, • No corrosion (very important property). Advantage:
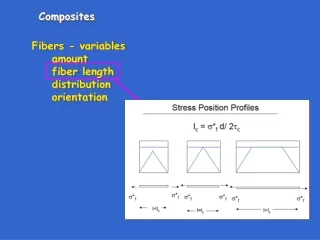
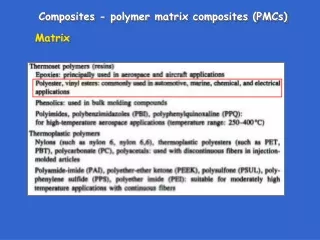
A sheet of fiber is moved from one place to another place. • In that way a series of jet machine are fixed. • This jet machine spray the resin (epoxy) over fiber. • So the resin is impregnated in the shells of fiber. • To avoid dust and moisture, a protective film is rolled over it at both side. • Then this is stored in cold storage having temperature -18˚C. • At this temperature the storage life of Prepreg is one year. How it is made?
It is a ready-made material to use on the moulding tool, supplied in sheet forms, impregnated with the epoxy resin in partial cured condition. • It is a composite material which is used in aircraft. • It is a very important material. • In all over world only “HEXCEL” composite company manufacture this Prepreg. • This company belongs to FRANCE. • In Dornier we use four type of Prepreg. What is prepreg ?
Carbon V/913/46/G-814 • Kevlar V/913/50/K-285 • Glass V/913/37/7781 • Glass V/913/37/120 • The composite parts is fabricated by only Prepreg material, called MONOLYTHIC parts. • But if prepreg is mixed with HONEY COMB, called SANDWICH parts. • During riveting and drilling, to avoid fabric expose, we use Glass V/913/37/120 (.09 mm thick) at the outer edges of aircraft components. Cont….
Nomex honey comb core is a polyamide paper dipped in phenol resin. • It is used with Prepreg material to achieve excess thickness. • This is a very costly material. • These are available in 5mm to 25 mm thickness range. • There are two types of honey comb core- a. Hexagon core (where flat surface is required) b. Ox core (where curve surface is required) • After using of it, we take a x-ray of component to check the alignment of honey comb with Prepreg. What is honey comb core?
This is due to 3 factors: • Temperature • Pressure • Vacuum • This Prepreg is only one material which has two lives- • Storage life or self life (SEL T) • Room temperature life (RT) • At storage temperature (-18˚C), its life is one year. • At room temperature of working area or layout area (22˚C), its life is 30 days. Why it has more strength?
Transportation: • During transportation, it is totally packed in a box. • To achieve -18˚C, dry ice are used and a thermometer is used to measure temp. in definite intervals.
We avoid the flight in sunlight but anyhow it doesn’t possible to carry in night, at Delhi airport there is an arrangement of cold storage in which those boxes of Prepreg are put. • This procedure are used due to AVOID LOSS OF RT. Cont….
There are two stages in which we can't compromise with procedure. • RT is one of those stages. • We can’t carry Prepreg from cold storage (-18˚C) to room temperature (22˚C) because of defrosting. • So we first carry the Prepreg from cold storage to cool storage (0-5˚C) and put it there for 12 hours. • And then we carry from cool storage to working area or layup area and put there for another 12 hours. Importance of rt:
Then it is further moved in cool storage for another 12 hours. • This is called one delivery. • In one delivery we loss 36 hours or one & half day. • we have to avoid this RT loss because at room temp. RT of Prepreg is 30 days and now I have only 28 & half day left in which we have to cured all the Prepreg. • Hence if there will be more than one delivery, RT will be loss according to that i.e. working days will be reduced proportionally. • So we avoid the more delivery. Cont….
ONE DELIVERY Loss of RT = 12+12+12=36 hours
Example 1: Total available Prepreg = 50m Used Prepreg = 2×20 = 40m In 20 delivery loss of RT = 20×1.5 day = 30 days Rest of the material in the cold storage = 10m 50 m Hence 10 m Prepreg which is in the cold storage has no value because its RT is over.
Example 2: Total Prepreg = 6m Used Prepreg = 6m Total delivery = 3 Loss of RT = 3×1.5 day = 4.5 day Available day for curing = 25.5 day 6m
Material Type of Qty per Total component aircraft type qty per aircraft Kevlar 64 92 total 185 Glass 32 39 145 Carbon 49 54 Data profile:
This is another stage in which we can't compromise with procedure. • After the bagging procedure, we have to vacuum of all component. • For this purpose we attach a suction pump and a vacuum pump. • If there will be a pin point puncher in our bagging system, suction gauge will not be deflected. • Vacuum is used due to removal of air between layers of Prepreg. • After the vacuum procedure we carry the case in to Autoclave (electric furnace). Importance of vacuum:
In Autoclave furnace we apply the pressure from above and vacuum from bottom at a definite temperature so that at that temp. ,resin converts in to liquid form and take the shape of tool. • But during this procedure, resin does not move uniform so we use a breather and release film. • For easy releasing the cured component from the moulding tool, we use a releasing oil (# 20). • We use the VEXPOL as a releasing agent. Cont….
Layer material • Layer specification • Layer size • Layer sequence • Layer orientation The following points are very imp. During prepreg layup:
Release film • Breather • Bagging film • Vacuum valve • Sealant tape • thermocouple The following materials are used for the vacuum bagging:
Furnace specification:monolithic: polymerization 135 ˚C Temp. cycle temp. in ˚c 75˚C Pressure cycle 22˚C Vacuum cycle Time in min.
Furnace specification:sandwich: polymerization Temp. cycle 135 ˚C temp. in ˚c 75˚C Pressure cycle 22˚C Vacuum cycle Time in min.
Testing: NDT (non destructive test) DT (destructive test) SHEAR ( ILSS ) TENSILE ( FTT ) ILSS – inter laminar shear stress (monolithic, sandwich) FTT – flat wise tensile stress (sandwich)
For ILSS, we use the criteria which is given by Germany. • This criteria is called DON – 128. • For this we take a piece of component having following specification: • Same material, • Same batch, • Same box, • Same RT life, • Same SELF life. • Now we take 8 layers of Prepreg and stick together. • The thickness of complete part will be 8 × 0.25 = 2 mm. ILSS
Now we take 6 pieces of this material having dimensions (20×10×2). • Now we find out the shear stress by formula: • Shear stress • We check the load at that point when our component breaks. • Now we find the avg. of these 6 values of shear stress. Cont…. 0.25 × LOAD AREA
Now we match the values given in DON – 128 criteria which are given below: • Kevlar - 39.25 ± 3.12 N/mm² • Glass - 56.40 ± 4.16 N/mm² • Carbon - 61 – 76 N/mm² • If our value does not match, component will be reject. Cont….
This is done for sandwich component. • For this we take a piece of component having following specification: • Same material, • Same batch, • Same box, • Same RT life, • Same SELF life, • Same thickness. • Now we take 2 layers of Prepreg and stick together. • We take the two pieces of this. Ftt
Now we fix component according to this shape: • We put this block in cooling medium for 12 hours. • We apply adhesive in the ratio of 100:10. Cont…. Aluminium bar Prepreg Honey comb A Adhesive
Now we apply the tensile load by UTM machine. • We never check the load at which component fail. • If during tensile test, Prepreg leave honeycomb, part will be reject. • This can be happened because of following two reasons: • 100:10 ratio b/w Prepreg and adhesive do not achieve. • Cooling is not done for 12 hours. Cont….
This is also called tap test or coin test/ • This is done at sound proof place. • This is done with the help of coin. • We perform hammering action manually with uniform pressure and sense the sound. • If at any place, there will be a crack, sound will be different. • So we will reject that part. • After that we perform following action: • X-ray – Kevlar, Glass • Ultra sonic – scan pulse echo - carbon ndt