Download
1 / 21
220 likes | 419 Views
Çalışma sırasında kırılma. çatlak. Kalıntı sebebiyle kırılan parçanın kırığının görüntüsü. kalıntı. Kalıntısız kısım. Kalıntının sebepleri. Sözü edilen kalıntılar, erime sıcaklığı metalin ergime sıcaklığına yakın olan, oksitlerin oluşturduğu karmaşık oksit yapısından ibarettir.

E N D
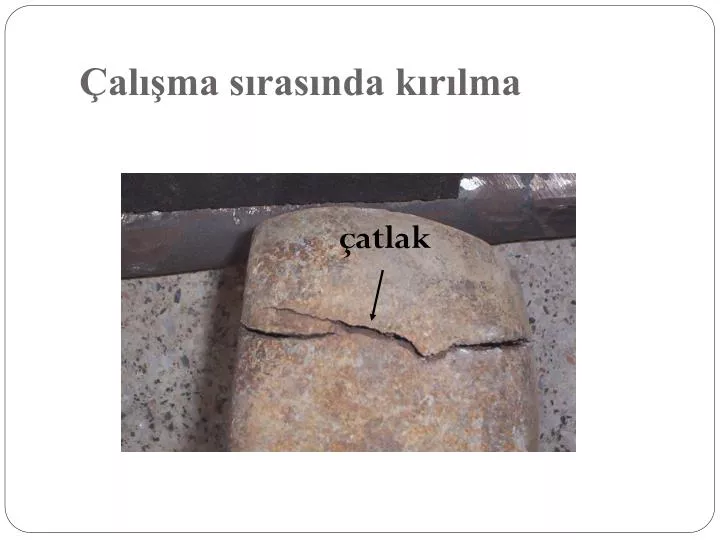
Çalışma sırasında kırılma çatlak
Kalıntı sebebiyle kırılan parçanın kırığının görüntüsü. kalıntı Kalıntısız kısım
Kalıntının sebepleri • Sözü edilen kalıntılar, erime sıcaklığı metalin ergime sıcaklığına yakın olan, oksitlerin oluşturduğu karmaşık oksit yapısından ibarettir. • Yüksek döküm sıcaklığı, eritme sırasında ocak astarından, döküm sırasında potadan ve kalıp malzemesinden kaynaklandığı düşünülmektedir. • Kalın parçalarda, katılaşma hızı düşük olduğundan bu tür hatanın olması ihtimali daha yüksektir.
Kırılmaya sebep olan tabakanın Önlenmesi • Mümkün oldukça temiz hurda kullanılmalı • Eritme sırasında sıcaklık fazla yükseltilmemeli • Ocak astarı uygun seçilmeli ve eskimiş ocak astarında eritme yapılmamalı • Erime tamamlandıktan sonra, metal ocakta fazla bekletilmemeli • Hazır pota kullanılmalı • Kalıp çok iyi boyanmalı ve kurutulmalı • Metalin kalıba akışı, düzgün ( laminer) olmalı
Bu kalıntılar sıcak bölgelerde toparlanmaktadırlar. • Bu sebeple, yönlendirilmiş katılaşmayı sağlamak gereklidir. • Yönlendirilmiş katılaşma sağlanarak, bu kalıntılar besleyicide toparlanır. • Besleyici kesilerek atıldığından, kalıntılar parçada içerisinde kalmayacaklardır.
Besleyici boğazında toparlanmış kalıntılar kalıntı parça Besleyici boğazı
Çarpılma • Parçanın şekline bağlı olarak, farklı soğuma hızından kaynaklanan iç gerginliklerden dolayı meydana gelir. • Çarpılmayı önlemek için, iç gerginliklerin en düşük seviyede olacak şekilde, kalıplama yapmak gerekir.
Besleyici Küçülme yönü En son katılaşan bölge Örnek
Besleyici Küçülme yönü En son katılaşan bölgeye soğutucu tatbikatı
Curuf sebebiyle kırılma Çatlak yüzeyi Curuflu bölge Temiz bölge
Kesme çatlakları • Homojenleştirme ısıl işlemi yapılmadan sıcak kesme yöntemi ile besleyici ve yollukların kesilmesi ile, ısı yoğunlaşması ve yapıda bulunan karbürler sebebiyle, besleyici ve yollukların kesildiği bölgelerde çatlaklar oluşur.
Oksijenle kesilen besleyici boğazında kesme çatlakları çatlak
Kaynağa bağlı çatlaklar • Homojenleştirme yapmadan kaynak yapılması • Yanlış elektrot seçimi, • Kaynak bölgesine yüksek kaynak enerjisi uygulanması • Kaynaktan sonra, kaynak dikişinin, dövülmemesi
Kaynağa bağlı çatlak örneği çatlak Parça kalınlığı 140 mm, homojenleştirmeden sonra kaynak yapıldı
Çekme boşlukları ve boyut hatası • Besleyici boyutunun yetersiz seçilmesi • Besleyici sayısının yetersiz olması • Yönlendirilmiş katılaşmanın gerçekleştirilmemesi • Yüksek sıcaklıkta döküm yapılması Boyut hatası • Çekme payı uygun seçilmemiştir. Boyut ölçülmesi oda sıcaklığında yapılmalıdır.
Ostenitik Mn lı çeliğin kaynağı • Ostenitik Mn lı çeliklere mümkün olduğunca kaynak yapılamaz. • Tamir maksadıyla veya diğer sebeplerle kaynak yapılacak ise, • Parça, öncelikle, homojenleştirme ısıl işleminden geçirilir. • Kaynak yapılacak elektrot, 12-14 Mn (%C : 0,1) çelik analizinde ve bazik örtülü olmalıdır.
Kaynak, kısa pasolarla uygulanmalı ve parça ısıtılmamaya dikkat edilmelidir. • Kaynak dikişi, dövülmelidir. • Kaynak bölgesi ısıtıldığı taktirde, ısı yoğunlaşması olacağından iç gerginlikler ve karbür çökelmesinden dolayı, kaynak bölgesinde çatlaklar oluşur.
Düşük alaşımlı yüksek mukavemetli çelikler • Uçak, gemi, makine, taşıt, inşaat ve diğer teknolojik yapı tasarımcı ve mühendisleri, ürettikleri yapının ucuz, hafif, yeterli mühendislik davranışına sahip olmalarına öncelik verirler. • Bu sebeple de, malzeme tasarımcılarına önemli görevler düşmektedir. • Bu paralelde, düşük alaşımlı yüksek dayanımlı malzeme tasarım ve üretimi gerçekleştirilmeye çalışılmaktadır.
D.A.Y.M. çelik çeşitleri • Çok az karbonlu alaşımsız soğuk haddelenmiş çelikler. • Alaşımlandırılarak dayanımı artırılmış çelikler. • Çökeltmeyle dayanımı artırılmış çelikler. • Çift fazlı (duel-faz) çelikler.
Çok az karbonlu alaşımsız soğuk haddelenmiş çelikler. • Bu çeliklerin dayanımının artırılmasında soğuk plastik şekillendirmenin mekanizması hakimdir. • Karbon miktarının düşük tutulması ve alaşım elementi katılmamasının sebebi, bu çeliklerin, soğuk plastik şekillendirmeye yatkın olmasından kaynaklanmaktadır. • Dayanımın artışı, soğuk plastik şekillendirmenin mertebesine bağlıdır.
Soğuk işlemle sertleşme • Soğuk işlem uygulanmış metalik malzemede, sertleşmenin sebebi, soğuk işlem sırasında dislokasyonların kilitlenmesidir. • Soğuk şekillenme sırasında, dislokasyonlar hareket ederek şekillenmeyi sağlar, aynı zamanda malzemede dislokasyon yoğunluğu artar. Dislokasyonların kendi aralarında ve dislokasyonların hareketini engelleyen engellerle etkileşmeleri sonucunda, dislokasyonların hareketi engellenir ve malzemenin dayanımı artar.
