Download
1 / 1
10 likes | 149 Views
Experimental Investigation and Mathematical Modeling of Cold-Cap Behavior in HLW Melter D. Pierce, J. Chun, P. Hrma, J. Rice, R. Pokorny, M. Schweiger. Varying Alumina Source

E N D
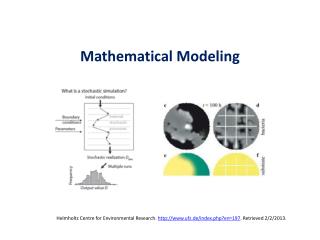
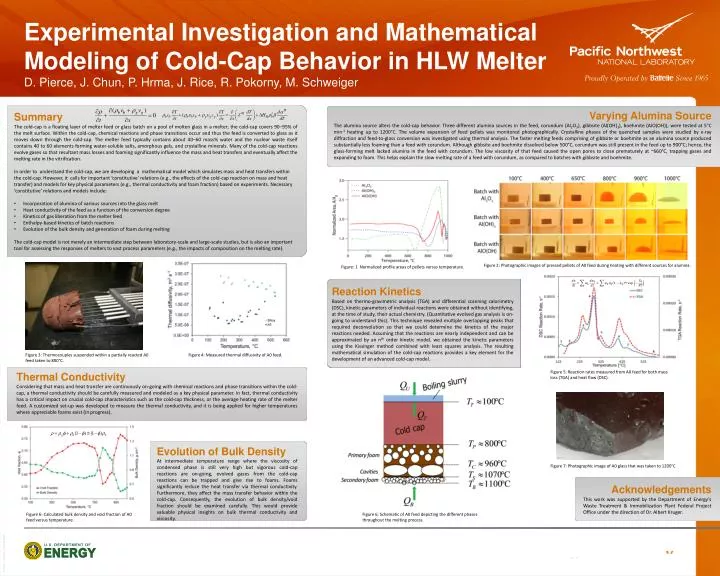
Experimental Investigation and Mathematical Modeling of Cold-Cap Behavior in HLW Melter D. Pierce, J. Chun, P. Hrma, J. Rice, R. Pokorny, M. Schweiger Varying Alumina Source The alumina source alters the cold-cap behavior. Three different alumina sources in the feed, corundum (Al2O3), gibbsite (Al(OH)3), boehmite (AlO(OH)), were tested at 5°C min-1heating up to 1200°C. The volume expansion of feed pellets was monitored photographically. Crystalline phases of the quenched samples were studied by x-ray diffraction and feed-to-glass conversion was investigated using thermal analysis. The faster melting feeds comprising of gibbsite or boehmite as an alumina source produced substantially less foaming than a feed with corundum. Although gibbsite and boehmite dissolved below 500°C, corundum was still present in the feed up to 900°C; hence, the glass-forming melt lacked alumina in the feed with corundum. The low viscosity of that feed caused the open pores to close prematurely at ~660°C, trapping gases and expanding to foam. This helps explain the slow melting rate of a feed with corundum, as compared to batches with gibbsite and boehmite. Acknowledgements This work was supported by the Department of Energy’s Waste Treatment & Immobilization Plant Federal Project Office under the direction of Dr. Albert Kruger. • Summary • The cold-cap is a floating layer of melter feed or glass batch on a pool of molten glass in a melter; the cold-cap covers 90–95% of the melt surface. Within the cold-cap, chemical reactions and phase transitions occur and thus the feed is converted to glass as it moves down through the cold-cap. The melter feed typically contains about 40–60 mass% water and the nuclear waste itself contains 40 to 60 elements forming water-soluble salts, amorphous gels, and crystalline minerals. Many of the cold-cap reactions evolve gases so that resultant mass losses and foaming significantly influence the mass and heat transfers and eventually affect the melting rate in the vitrification. • In order to understand the cold-cap, we are developing a mathematical model which simulates mass and heat transfers within the cold-cap. However, it calls for important ‘constitutive’ relations (e.g., the effects of the cold-cap reaction on mass and heat transfer) and models for key physical parameters (e.g., thermal conductivity and foam fraction) based on experiments. Necessary ‘constitutive’ relations and models include: • Incorporation of alumina of various sources into the glass melt • Heat conductivity of the feed as a function of the conversion degree • Kinetics of gas liberation from the melter feed • Enthalpy-based kinetics of batch reactions • Evolution of the bulk density and generation of foam during melting • The cold-cap model is not merely an intermediate step between laboratory-scale and large-scale studies, but is also an important tool for assessing the responses of melters to vast process parameters (e.g., the impacts of composition on the melting rate). Figure 2: Photographic images of pressed pellets of A0 feed during heating with different sources for alumina. Reaction Kinetics Based on thermo-gravimetric analysis (TGA) and differential scanning calorimetry (DSC), kinetic parameters of individual reactions were obtained without identifying, at the time of study, their actual chemistry. (Quantitative evolved gas analysis is on-going to understand this). This technique revealed multiple overlapping peaks that required deconvolution so that we could determine the kinetics of the major reactions needed. Assuming that the reactions are nearly independent and can be approximated by an nth order kinetic model, we obtained the kinetic parameters using the Kissinger method combined with least squares analysis. The resulting mathematical simulation of the cold-cap reactions provides a key element for the development of an advanced cold-cap model. Figure: 1 Normalized profile areas of pellets versus temperature. Thermal Conductivity Considering that mass and heat transfer are continuously on-going with chemical reactions and phase transitions within the cold-cap, a thermal conductivity should be carefully measured and modeled as a key physical parameter. In fact, thermal conductivity has a critical impact on crucial cold-cap characteristics such as the cold-cap thickness, or the average heating rate of the melter feed. A customized set-up was developed to measure the thermal conductivity, and it is being applied for higher temperatures where appreciable foams exist (in progress). Figure 4: Measured thermal diffusivity of A0 feed. Figure 5: Reaction rates measured from A0 feed for both mass loss (TGA) and heat flow (DSC). Figure 3: Thermocouples suspended within a partially reacted A0 feed taken to 800°C. Evolution of Bulk Density At intermediate temperature range where the viscosity of condensed phase is still very high but vigorous cold-cap reactions are on-going, evolved gases from the cold-cap reactions can be trapped and give rise to foams. Foams significantly reduce the heat transfer via thermal conductivity. Furthermore, they affect the mass transfer behavior within the cold-cap. Consequently, the evolution of bulk density/void fraction should be examined carefully. This would provide valuable physical insights on bulk thermal conductivity and viscosity. Figure 7: Photographic image of A0 glass that was taken to 1200°C File Name // File Date // PNNL-SA-##### Figure 6: Calculated bulk density and void fraction of A0 feed versus temperature. Figure 6: Schematic of A0 feed depicting the different phases throughout the melting process.