Download
1 / 15
150 likes | 446 Views
Recovery and Purification of HFC by Distillation. Ramin Afrasiabi Tony Calabria John O’Brien Chemical Engineering 160 November 28 th , 2000. BIG-D Chemicals. Motive for Project. Chlorine atoms from CFCs induce the decomposition of ozone (O 3 ) in the stratosphere.

E N D
Recovery and Purification of HFC by Distillation Ramin Afrasiabi Tony Calabria John O’Brien Chemical Engineering 160 November 28th, 2000 BIG-D Chemicals
Motive for Project • Chlorine atoms from CFCs induce the decomposition of ozone (O3) in the stratosphere. • Replacement of the ozone-destroying CFCs refrigerants with the environmentally-friendly HFC-125 refrigerant.
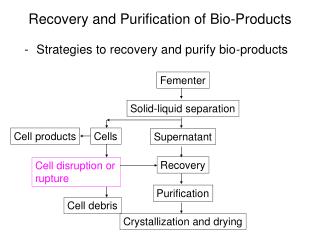
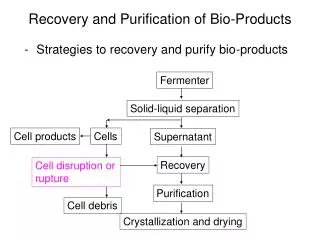
Project Background Design Project Focus HCl Reactor Effluent, Feed to Distillation Train Series of Distillation Columns Feed to Upstream Reactor Reactor CFC-115 HFC-125
Project Goals • Design Conventional and Extractive Distillation Processes to Recover HFC-125, CFC-115, and HCl. • Compare Economics of Two Competing Processes • Recommend Cost-Efficient Scheme Based on Economic Results BIG-D Chemicals
Project Timeline -Preliminary Database Creation 08/00 09/00 -Determined Mass and Energy Balance Requirements using Aspen Tech Simulator -Equipment Sizing 10/00 -Calculated Fixed and Variable Costs 11/00 -Profitability Analysis 11/00 -Commence Plant Construction 01/01 -Project Completion/Commissioning 12/02 -Salvage Plant 12/15
Conventional Distillation for HFC Recovery HCl Product Raw Feed HFC Product BIG-D Chemicals Feed to T-202 CFC Product
Extractive Distillation For HFC Recovery HFC Product HCl Product Extractant Feed Raw Feed CFC Product Extractant Recycle BIG-D Chemicals
Equipment Sizing • Unit Operations • Distillation Towers • Compressors • Pumps • Condensers • Reboilers • Pressure Vessels • Sized Using Aspen Simulation Results
Sizing Heat Exchangers • Modeled using LMTD • Input (from Aspen) • Heat Duty • Hot, Cold Temperatures • Appropriate Materials • Output • Overall HTC (U) • # tubes / pass • HT Areas • Dimensions
Unit Unit Bare Module Cost ($) Bare Module Cost ($) T-201 T-101 243,926 282,178 T-102 T-202 1,100,561 423,869 Condenser-201 T-103 23,996 988,920 Condenser-101 Condenser-202 23,212 13,828 Liq. Accum.-201 Condenser-102 23,621 12,835 Condenser-103 Liq. Accum.-202 30,257 13,170 Reboiler-201 Liq. Accum.-101 34,177 22,314 Liq. Accum.-102 Reboiler-202 32,365 24,989 Liq. Accum.-103 Pump-201 59,824 27,897 Reboiler-101 26,928 Reboiler-102 30,463 Reboiler-103 27,234 Pump-101 50,164 Pump (make-up str.) Negligible Compressor-101 Negligible Heat Exchanger-101 Negligible Equipment Cost Analysis • CBM = f (equipment size, operating pressure, material of construction) Extractive Conventional • • CBM includes • Equipment Purchase Cost • Materials • Labor
Profitability Analysis • Purpose To Determine: ExtractiveConventional Fixed Cost + Variable Cost < Fixed Cost + Variable Cost • Calculated - Earnings (S – COS – D – taxes) - Annual Cash Flow - Net Present Value @ 15% • Cash Flow Discounted To Present Worth • Sum of Discounted Cash Flows = NPV
Bottom Line • NPV Calculated • Over 15 Years • • 2015: NPV for Scheme II is 2.5 $MM greater than Scheme I
Recommendation / Future Plans • Scheme II Promises Greatest Economic Potential • Submit Plant Design for Contractor Bid (Dec. 2000) • Commence Plant Construction (Jan. 2001) • Commission Plant Addition (Dec. 2002)
Acknowledgments Professor Wallman Professor Lynn BIG-D CHEMICALS