Download
1 / 19
190 likes | 207 Views
This article discusses the compatibility and corrosion challenges in the Dual Coolant Lithium Lead (DCLL) system, including multiple materials, dissolution mechanisms, and candidate materials. The need for dynamic, DT conditions and future R&D activities are addressed.

E N D
Comments on Corrosion R&D Needs for DCLL B.A. Pint and P.F. Tortorelli Presented by S.J. Zinkle Oak Ridge National Laboratory US ITER-TBM Meeting Idaho Falls, ID August 10-12, 2005
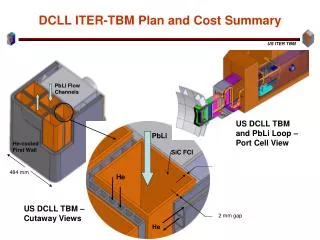
Compatibility in the DCLL system will likely involve multiple materials • In-vessel TBM • ferritic/martensitic steel, SiC FCI • External piping • Ni-base superalloy? • Tritium processing • Refractory alloy??, tritium permeation barrier materials?? • Heat exchanger • Material options??
Liquid Metal Compatibility is Controlled by several mechanisms • Dissolution • Numerous phenomena can affect mass transfer across metal-liquid interface, J=k (C0-C) • Laminar vs. turbulent flow (including magnetic field effects) • Solubility temperature dependence • Impurity and interstitial transfer • Very important for refractory metals (and BCC metals in general) • Alloying between the liquid metal and solid • Typically eliminated early on in selection process (showstopper) • Compound reduction • Often most relevant for ceramics (e.g., SiC insert) • The last three mechanisms can be roughly evaluated using low-cost capsule experiments; the 1st mechanism requires flowing loop tests
There are two major contributors to dissolution mass transfer J=k (C0-C) • Static isothermal mechanisms • Capsule tests can provide initial data on solubilities (infinite dilution steady-state approximation) • Flowing, nonisothermal mechanisms • Rate-controlling steps include surface reaction, liquid-phase diffusion through boundary layer, and solid state diffusion
Eventually, Compatibility Issues Need To be Examined Under Dynamic, DT Conditions Ji = k(Csol,i – Ci) • Constant driving force for dissolution • Positive results from isothermal capsule experiments may not be reproduced under these conditions
Current knowledge of candidate materials for DCLL system is largely limited to static capsule tests • Substantial experimental database on ferritic steel compatibility with flowing Pb-Li • Comprehensive analysis of existing data is needed • Database for other materials generally does not include information for nonisothermal flowing systems and effects of magnetic fields • Very little is known about potential stress corrosion cracking mechanisms
Concluding remarks • Need to establish reference design (materials, operating conditions) asap • Near-term compatibility R&D activities would focus on analysis of existing compatibility for ferritic/martensitic steel with flowing Pb-Li • Also continue limited number of static capsule tests on candidate piping materials (possibility to avoid coatings or ceramic inserts) • Medium-term activities would be centered on flowing loop experiments • Thermal convection loop • Other loops? • Scoping experiments on stress-corrosion cracking should also be initiated in the near- to medium-term
Chemical Analyses of the Pb-Li Revealed Little Reaction With SiC after 1000h • No significant mass gains after any capsule test • Si detected after 2,000h at 1100°C, still less than Kleykamp • PbLi not analyzed yet for 5,000h 800°C or 1,000h 1200°C
Specialized Capsule Experiments Have Been Used For SiC Exposures In Pb-17Li 800 and 1000˚C, 1000 h
Negligible Change In Specimen Mass Before Or After Cleaning Was Observed
Corrosion-Resistant Metallic Coatings for Pb-17Li • At highest temperatures at and near first wall, SiC flow channel inserts can provide protection • Ducting behind this more likely to be made of conventional steels • Pb-17Li is quite corrosive toward certain ferrous and Ni-based alloys at temperatures above 450°C • One possible solution to ducting protection is corrosion-resistant aluminized coatings on strong conventional alloys: aluminide surface layers should be stable in Pb-17Li (Hubberstey et al., Glasbrenner et al.)
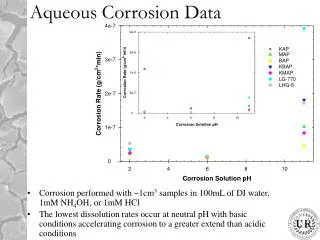
Al-Containing (Al2O3-forming) Alloys Showed Significantly Reduced Mass Losses In Pb-17Li Capsule test: 1000 h, 700˚C, Pb-17Li 0.25 m *no preoxidation of specimens
316 SS Results Can Be Understood Based On Fundamental Dissolution Driving Force • Dissolution continues until saturation is reached • For specimens of 316 SS, saturation is reached sooner in a 316 SS capsule because both are contributing solute (mainly Ni) • Fe or Mo capsules are relatively inert Ji = k(Csol,i – Ci)
Surface Morphology Of Exposed Stainless SteelWas Consistent With Dissolution 1 mm 316SS in Mo Capsule, 1000 h, 700˚C, Pb-17Li
Examination Of Cross Sections ConfirmedSome Dissolution Had Occurred in Stainless Steel 10 mm 2 mm 1000 h, 700˚C, Pb-17Li
Nickel Depletion Was Observed in Stainless Steel Counts Counts Energy, ev Energy, ev 10 mm Ni 1000 h, 700˚C, Pb-17Li
Aluminide-Formers Showed Little Mass Loss And Tended To From Stable, Protective Al-Rich Layers 2 mm 2 mm 1000 h, 700˚C, Pb-17Li Ni-42.5Alin Mo Capsule ODS-FeCrAlin Mo Capsule
Qualitative Analysis Indicated These Surface Layer Were Rich in Al and O (Likely Al2O3) Al Counts O Fe Energy, ev Energy, ev Surface Layer Subsurface Alloy ODS-FeCrAl in Mo Capsule 1000 h, 700˚C, Pb-17Li
Example Cycle Efficiency as a Function of Interface FS/Pb-17Li Temperature TLiPb,out=700oC;Tmax,FW=800oC Tave,FW=700oC; Ppump/Pthermal << 0.05 • For a fixed maximum neutron wall loading ~4.7 MW/m2, -the max. η~38.8%, Tmax,FS<<550oC for an interface FS/LiPb temperature of 475 oC; -the max. η~41.5%, Tmax,FS<<563oC for an interface FS/LiPb temperature of 510 oC.