Download

1 / 4
110 likes | 734 Views
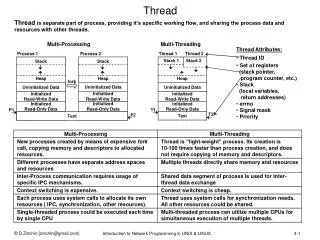
Thread milling. Thread milling. Corrected thread profile. Way of the tool centre. Way of the tool centre. Corehole-dia. Major-dia. (contour). small correction of the profile. radial contact points. large correction of the profile. > 60°. Inserts.

E N D
Thread milling Thread milling
Corrected thread profile Way of the tool centre Way of the tool centre Corehole-dia. Major-dia.(contour) small correction of the profile radial contact points large correction of the profile
> 60° Inserts Reasons why the inserts can not damage the profil in the work piece: 1.) inserts are corrected at the profile 2.) The position of the inserts in the body is in front of the center line 3.) the inserts fits in 90° in the body 4.) The positioning guarantee enough space between backside of the insert and work piece The inserts are with a corrected thread profile