Download

1 / 311

E N D
My R eading on Acoustic Emission Testing 2016-01 For my ASNT Level III Examination on coming 2016 August. 3rdJune 2016 Fion Zhang/ Charlie Chong
Acoustic Emission Testing Fion Zhang/ Charlie Chong
Acoustic Emission Testing Charlie Chong/ Fion Zhang Charlie Chong/ Fion Zhang
Acoustic Emission Testing Charlie Chong/ Fion Zhang
Offshore Drilling Charlie Chong/ Fion Zhang
Acoustic Emission Testing Charlie Chong/ Fion Zhang
Fion Zhang at St Petersburg 3rdJune 2016 Charlie Chong/ Fion Zhang
SME- Subject Matter Expert http://cn.bing.com/videos/search?q=Walter+Lewin&FORM=HDRSC3 https://www.youtube.com/channel/UCiEHVhv0SBMpP75JbzJShqw Charlie Chong/ Fion Zhang
http://www.yumpu.com/zh/browse/user/charliechong http://issuu.com/charlieccchong Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang http://greekhouseoffonts.com/
The Magical Book of Tank Inspection ICP Charlie Chong/ Fion Zhang
ASNT Certification Guide NDT Level III / PdM Level III AE - Acoustic Emission Testing Length: 4 hours Questions: 135 1 Principles and Theory • Characteristics of acoustic emission testing • Materials and deformation • Sources of acoustic emission • Wave propagation • Attenuation • Kaiser and Felicity effects, and Felicity ratio • Terminology (refer to acoustic emission glossary, ASTM 1316) Charlie Chong/ Fion Zhang
2 Equipment and Materials • Transducing processes • Sensors • Sensor attachments • Sensor utilization • Simulated acoustic emission sources • Cables • Signal conditioning • Signal detection • Signal processing • Source location • Advanced signal processing • Acoustic emission test systems • Accessory materials • Factors affecting test equipment selection Charlie Chong/ Fion Zhang
3 Techniques • Equipment calibration and set up for test • Establishing loading procedures • Precautions against noise • Special test procedures • Data displays 4 Interpretation and Evaluation • Data interpretation • Data evaluation • Reports 5 Procedures 6 Safety and Health 7 Applications • Laboratory studies (material- characterization) • Structural applications Charlie Chong/ Fion Zhang
Reference Catalog Number NDT Handbook, Second Edition: Volume 5, Acoustic Emission Testing 130 Acoustic Emission: Techniques and Applications 752 Charlie Chong/ Fion Zhang
数字签名者:Fion Zhang DN:cn=Fion Zhang, o=Technical, ou=Academic, email=fion_zhang @qq.com, c=CN 日期:2016.06.23 09:40:29 +08'00' Charlie Chong/ Fion Zhang
闭门练功 Charlie Chong/ Fion Zhang
Acoustic Emission Testing Charlie Chong/ Fion Zhang Charlie Chong/ Fion Zhang
R eading#1 Charlie Chong/ Fion Zhang
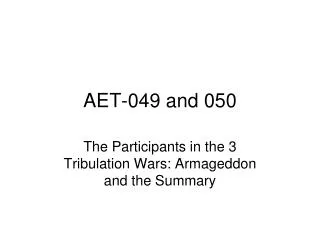
2.1. Acoustic emission Acoustic emission (AE) testing is based on the measurement of sound and vibrations generated by material itself (static method). This process takes place when the object is exposed to load (of mechanical or thermal nature in general) that causes material distortions, which are – indirectly – the source of the sound. 2.1.1. The source The acoustic emission phenomenon has its origin in the rapid energy release. After the release, the energy dissipates in all directions, analogously to circles created by the stoned thrown to the lake. The amplitude of generated vibrations decreases with time and to-origin distance, while the outreach of them depends on: (1) mechanical properties, (2) shape of the medium and (3) the surrounding. The following figure illustrates the phenomenon of sound dissipation within a structure.
AE- analogously to circles created by the stoned thrown to the lake Charlie Chong/ Fion Zhang
Figure 2: Acoustic emission propagation The amplitude of generated vibrations decreases with time and to-origin distance, while the outreach of them depends on: (1) mechanical properties, (2) shape of the medium and (3) the surrounding. (4) the initial amplitude? Charlie Chong/ Fion Zhang
The emitted acoustic signals may exist in two forms – transient and continuous. The transient signals are treated as the result of e.g. cracks, thus they are easily differentiated from the noise. They are short and impulsive from their nature – after they expire the only thing that can be measured is the noise (which is to be filtered out). On the other hand, The continuous acoustic emission signals come from the defects like leakages, so they may have changeable amplitude and frequency but they will never have the tendency to fade to the noise level. Keywords: Changeable amplitude & frequency and never fade to noise level In case one works with transient signals, the most important parameter of acoustic emission is the peak amplitude. Its value may imply the character and size of the fault that generated the signal. It is assumed that very short (below 3μs) activity periods with low number of threshold outpasses (below 3) are treated as signal disturbances that are automatically filtered out. Charlie Chong/ Fion Zhang
Keywords: It is assumed that very short (below 3μs) activity periods with low number of threshold outpasses (below 3) are treated as signal disturbances that are automatically filtered out. Charlie Chong/ Fion Zhang
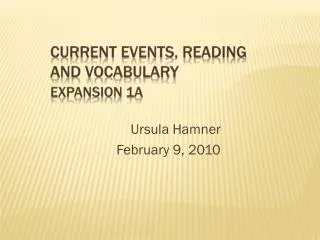
Figure 3: Transient signal Charlie Chong/ Fion Zhang
Figure 3: Transient signal (signal disturbances) It is assumed that very short (below 3μs) activity periods with low number of threshold outpasses (below 3) are treated as signal disturbances that are automatically filtered out. 3μs 3 Charlie Chong/ Fion Zhang
Terms Threshold Peak amplitude Rising time Signal duration Threshold out-passes Rising time Charlie Chong/ Fion Zhang
2.1.2. Application, pros & cons Acoustic emission measurements and analysis are mainly used on pneumatic and hydraulic installations and on fluid containers. Application of this non- destructive testing method allows for optimal base and installation designing and fault detection (cracks, leakages, plastic deformations, corrosion). What is more – AE enables to avoid very expensive stops and launches of installation (often connected with complex procedures and operations, e.g. drying, cleaning, etc.). The big advantage of acoustic emission testing is that it can be performed on the object while it is working (especially under the load) and it allows for the detection of already existing and expanding defects. On the other hand, the drawbacks of AE are that it is not sensitive to the flaws of constant size (unless it is the leakage), it is noise-prone and that the analysis of acoustic emission signals requires sophisticated processing algorithms that in turn need experienced operator for conclusion drawing. Charlie Chong/ Fion Zhang
2.2. R esonant inspection The resonant acoustics non-destructive testing (R I) is based on a simplified modal analysis method. Modal analysis, as a scientific discipline, is concerned with determining the natural frequencies and vibration modes for that frequencies of the object. Knowing the characteristics of the dynamics of the specimen one may define the frequency ranges (of e.g. excitation) within which relevant component can operate and not resonate. With the use of resonant inspection it is possible to detect such faults like the inconsistency of dimension, shape, mass and density or cracks. What is more, missed or improperly performed technological processes may be identified, because every manufacturing shortcoming causes the change of the material structure, that the examined object is made of. Charlie Chong/ Fion Zhang
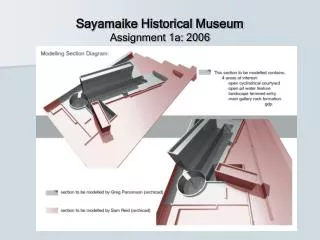
2.2.1. The phenomenon Every thing has its own and unique vibration characteristics. The resonant frequencies distribution for sound and defectless objects should be identical or at least almost identical. The value and amplitude of resonant frequencies depend on mechanical properties of the item – its mass, stiffness and damping factor. Every change of one ore more mechanical features causes the change in the response of the object to the excitation, thus the “sound” and its spectrum also change. Any kind of difference between the resonant characteristics of tested object and the reference one implies that one deals with a flaw. 2.2.2. Testing procedure The procedure of resonant inspection follows the scheme presented on the following figure: Charlie Chong/ Fion Zhang
Figure 4: Resonant inspection system scheme Charlie Chong/ Fion Zhang
The first step in RI procedure is to excite the tested item. This excitation has in most cases the form of impulse (e.g. hummer hit) and must be controlled to preserve the repeatability of measurements. Once the item is excited – it sounds in the unique way, and its vibration response is measured by a microphone within the wide range of frequencies (from audible up to ultrasound). The following step is the processing of measured data – vibration signal transformation from time to frequency domain with the use of FFT. The last thing to do is to compare the obtained spectrum with the reference one, coming from flawless item. The comparing software decides whether the presumptive shifts of resonant frequencies fit within assumed limits. The mentioned item classification is based on: ■ shifts of resonances within amplitude and frequency range, ■ shifts of resonances within frequency range with amplitude preservation, ■ shifts and splits of resonances, ■ decays of resonant frequencies. Charlie Chong/ Fion Zhang
2.2.3. Application The vibration NDT method may be applied to all materials exhibiting resonant properties – from metals, through ceramics up to composites. However the feature that distinguishes that particular method from other NDT techniques is that integrating the RI system with the technological line is simple and allows for examination of 100% of total production. Charlie Chong/ Fion Zhang
Modal analysis is the study of the dynamic properties of structures under vibrational excitation. Modal analysis is the field of measuring and analysing the dynamic response of structures and or fluids during excitation. Examples would include measuring the vibration of a car's body when it is attached to an electromagnetic shaker, or the noise pattern in a room when excited by a loudspeaker. Modern day modal analysis systems are composed of: 1) sensors such as transducers (typically accelerometers, load cells), or non contact via a Laser vibrometer, or stereophotogrammetric cameras 2) data acquisition system and an analog-to-digital converter frontend (to digitize analog instrumentation signals) and 3) host PC (personal computer) to view the data and analyze it. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
Classically this was done with a SIMO (single-input, multiple-output) approach, that is, one excitation point, and then the response is measured at many other points. In the past a hammer survey, using a fixed accelerometer and a roving hammer as excitation, gave a MISO (multiple-input, single- output) analysis, which is mathematically identical to SIMO, due to the principle of reciprocity. In recent years MIMO (multi-input, multiple-output) have become more practical, where partial coherence analysis identifies which part of the response comes from which excitation source. Using multiple shakers leads to a uniform distribution of the energy over the entire structure and a better coherence in the measurement. A single shaker may not effectively excite all the modes of a structure. Typical excitation signals can be classed as impulse, broadband, swept sine, chirp, and possibly others. Each has its own advantages and disadvantages. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
The analysis of the signals typically relies on Fourier analysis. The resulting transfer function will show one or more resonances, whose characteristic mass, frequency and damping can be estimated from the measurements. The animated display of the mode shape is very useful to NVH (noise, vibration, and harshness) engineers. The results can also be used to correlate with finite element analysis normal mode solutions. Read:http://www.sti-tech.com/dl/feapaper.pdf Keywords: SIMO- single-input, multiple-output MIMO- multi-input, multiple-output https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
Structures In structural engineering, modal analysis uses the overall mass and stiffness of a structure to find the various periods at which it will naturally resonate. These periods of vibration are very important to note in earthquake engineering, as it is imperative that a building's natural frequency does not match the frequency of expected earthquakes in the region in which the building is to be constructed. If a structure's natural frequency matches an earthquake's frequency, the structure may continue to resonate and experience structural damage. Modal analysis is also important in structures such as bridges where the engineer should attempt to keep the natural frequencies away from the frequencies of people walking on the bridge. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
This may not be possible and for this reasons when groups of people are to walk along a bridge, for example a group of soldiers, the recommendation is that they break their step to avoid possibly significant excitation frequencies. Other natural excitation frequencies may exist and may excite a bridge's natural modes. Engineers tend to learn from such examples (at least in the short term) and more modern suspension bridges take account of the potential influence of wind through the shape of the deck, which might be designed in aerodynamic terms to pull the deck down against the support of the structure rather than allow it to lift. Other aerodynamic loading issues are dealt with by minimising the area of the structure projected to the oncoming wind and to reduce wind generated oscillations of, for example, the hangers in suspension bridges. Although modal analysis is usually carried out by computers, it is possible to hand-calculate the period of vibration of any high-rise building through idealization as a fixed-ended cantilever with lumped masses. For a more detailed explanation, see "Structural Analysis" by Ghali, Neville, and Brown, as it provides an easy-to-follow approach to idealizing and solving complex structures by hand. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
Car's door attached to an electromagnetic shaker. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
A photograph showing the test set-up of a MIMO test on a wind turbine rotor. The blades are excited using three mechanical shakers and the response is measured using 12 accelerometers mounted to Blade 3; in the next stage of the test, the accelerometers can be moved to Blade 2 and 3 to measure response at those locations. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
Electrodynamics The basic idea of a modal analysis in electrodynamics is the same as in mechanics. The application is to determine which electromagnetic wave modes can stand or propagate within conducting enclosures such as waveguides or resonators. https://en.wikipedia.org/wiki/Modal_analysis Charlie Chong/ Fion Zhang
R eading#2 Charlie Chong/ Fion Zhang
Acoustic Emission: a Modern and Common NDT Method to Estimate Industrial Facilities Gerald LACKNER, Gert SCHAURITSCH, Peter TSCHELIESNIG TÜV Austria, Vienna, Austria http://mehrce2.persiangig.com/omran/acoustiiic%20emission.pdf Charlie Chong/ Fion Zhang
Abstract. Particularly with regard to the effort of the industry to reduce the shut down time of industrial facilities, the desire for a practicable and economic NDT method for periodic inspection becomes more and more interest. In the last few years, the acoustic emission (AE) method achieved to fulfil this requirement. In addition to the enormous development on hard- and software-components for AE systems in the last years, the increase of practical experiences and knowledge leads to a wide range of applications for this test method in Europe and worldwide. On the other hand, the implementation of AE in the European standardisation assured a high quality of certified test personnel. Parallel to this, the evolution of product and process standards raised the acceptance of AE for industrial application. In many European countries, for example in Austria, the AE is settled in the national law for the periodic inspection of several types of storage and pressure vessels as well as piping systems. Charlie Chong/ Fion Zhang
Amongst other, AE is able to detect and locate material defects, corrosion and leakages with a high sensitivity and accuracy and enfolded usually the overall shape of the tested structure. Due to this property, AE is particularly suitable as a test method for large structures. In the practice, the verification of suspect places detected by AE, will be done with other NDT methods (visual inspection, ultrasonic, radiographic a.s.o.). Together with the interpretation of the AE results, an accurate conclusion about the actual condition of the structure will be possible. The presentation describes the current situation of AE from the Austrian point of view and explains the interaction between different NDT methods based on the results of some practical applications. Charlie Chong/ Fion Zhang
1.0 Introduction In the past years acoustic emission testing (AET) has proven to be a powerful maintenance tool. Already many different testing techniques are available for a broad variety of components and test purposes. Metallic components of plants to be tested after a certain period of service are operated in large quantities at sites related to chemistry, petrochemistry, gas or pulp and paper. The most common applications are: • AET on pressure vessels for cracks and corrosion, • AET on pipelines for leakage, • AET on flat bottomed storage tanks for leakage and corrosion. Charlie Chong/ Fion Zhang
All applications have in common, that the test conditions should be similar to normal service conditions. Therefore pressure vessels are tested preferably by pressurisation with the same medium as used for operation till to a load exceeding at least the maximum service pressure. Pipeline testing with the leakage detection pig even requires a pipeline being in service so that the device is driven by the product from the pig launch to the receiving trap. And for corrosion testing on flat bottomed storage tanks it is essential to have the same storage product for the test as used during normal service. These examples show clearly one major advantage of AET: it can be performed at a minimum of service interference. The next major advantage of AET is given by the fact that there is no need to have a sensor placed right at the defect position. In the course of the defect indicating process elastic waves are emitted into and propagate through the surrounding material. Therefore information regarding the defect is transmitted from the origin till to sensors mounted at fixed, predefined positions with distances to each other in an array element of several meters. Thus only few sensors are necessary to cover large areas completely and ensure a 100 % testing of the component or defined parts thereof. Charlie Chong/ Fion Zhang
Wave propagation takes place with the speed of sound, which is characteristic for the material and wave type (and the wave mode in case of lamb waves). Consequently AE is detected by sensors located at different positions in general at different points in time. The differences in arrival time are exploited with the help of suited software algorithms for source location. It aims on obtaining a limited area of the test object where the elastic wave was emitted into the surrounding material due to the defect indicating process. This location ability gives another major advantage of AT and this is the link to other NDT methods. A suspicious area can be reported to the client and opens the way for performing follow-up tests economically in order to verify the defect indication and then to characterise the defect more precisely. Charlie Chong/ Fion Zhang
The next step concerns to judge the severity of the indication, especially during a pneumatic test on pressure equipment. In such a case one further major advantage of AET is exploited: it is able to give early warnings. Thus, pressurisation can be stopped before the situation becomes critical. Early warnings are also essential for testing of flat bottomed storage tanks. Since AET is able to indicate a corrosion process taking place on the metallic bottom sheets, the tank may be taken out of service for repair before the tank bottom becomes leaky at the affected area. Figure 1 summarises the advantages offered by industrial applications of AET. Charlie Chong/ Fion Zhang