Download
1 / 24
240 likes | 252 Views
This report outlines the Magnet R&D Program components, recent technical progress, and plans for Long Quadrupoles and Model Quadrupoles in IR upgrade scenarios from 2010 to 2014.

E N D
BNL - FNAL - LBNL - SLAC Magnet Systems Status and Plansin view of the Chamonix Workshop discussions andthe LHC Luminosity Task Force recommendations GianLuca Sabbi LARP Collaboration Meeting 14 FNAL, April 26, 2010
Outline • Magnet R&D Program components • Recent technical progress • Long Quadrupoles • Model Quadrupoles • Materials • LARP plans in the new IR upgrade scenario • Near term (2010-12) • Medium term (2012-14) • From R&D to construction • Summary
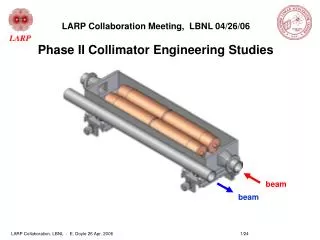
Magnet R&D Program Components • Materials: • Strand specification and procurement • Cable fabrication, insulation and qualification • Heat treatment optimization • Technology development with Racetrack Coils: • Subscale Quadrupole (SQ) • Long Racetrack (LR) • Cos 2q Quadrupoles with 90 mm aperture: • Technology Quadrupole (TQ) • Long Quadrupole (LQ) • Cos 2q Quadrupoles with 120 mm aperture: • High-Field Quadrupole (HQ) Ongoing Completed ~75% ~25%
LARP Magnet Development Chart Completed Achieved 200 T/m • Length scale-up 1st test 4/2010 • High field • Accelerator features
Pre-Chamonix Planning Discussions • 2010-2012: complete technology demonstration (original goal) • LQ to address all length-related issues (& fully reproduce TQ results): • 2010-2011: 2-3 additional tests using 54/61 coil series • 2010-2011: Fabricate 4-6 additional coils using 108/127 • 2011(2012): ~2 tests with 108/127 coil series • HQ to address field/energy limits and accelerator quality • 2010-2011: 3-4 tests with 1 m models • Progressively push performance • 2011-2012: Extend to 1.5 or 2 m length • Use Phase 1 specifications as reference • 2012-2014: fabricate and test IR Quad prototype • 2015-2020: IR quad production for Phase 2 upgrade
Recent Technical Progress • Dec. 2009 First Long Quadrupole (LQS01a) test • Achieved target gradient of 200 T/m • Dec. 2009 TQS03c high stress test (CERN) • 88% SSL w/200 MPa average coil stress • Feb. 2010 TQS03e cycling test (CERN) • No degradation after 1000 cycles • Mar. 2010 First High-Field Quadrupole (HQS01a) completed • 120 mm, designed for 15 T & field quality • Apr. 2010 LQS01b assembly completed • Improved stress distribution and higher stress • Apr. 2010 HQS01a test is underway
200 T/m Note: LQS01 & TQS02 use same strand design (RRP 54/61) 4.5 K ~3 K 1.9 K LQS01 & TQS Quench Performance Comparison of first training sequences at each temperature with all new coils
LQS01 Test: Strain Gauge Measurements SHELL COOL-DOWN Design target, 4.5K Design target, 293K Design target, 4.5K COIL (Ti POLE) COOL-DOWN Design target, 293K AXIAL RODS COOL-DOWN Unloading Design target, 4.5K Design target, 293K COIL (Ti POLE) EXCITATION
Analysis of Mechanical Results • Observed behavior attributed to coil-pad surface mismatch • Can be compensated by removing G10 shim at interface • Eventually, coil oversize needs to be corrected by tooling/process FEA analysis Pressure-sensitive film test
TQS03c High Stress Test Coil layer 1 stress evolution - sq Calculated peak stresses in TQS03c 260 MPa @ 4.5K • Systematic investigation in TQS03: • TQS03a: 120 MPa at pole, 93% SSL • TQS03b: 160 MPa at pole, 91% SSL • TQS03c: 200 MPa at pole, 88% SSL • Peak stresses are considerably higher • Considerably widens design window 255 MPa @ SSL
TQS03e Cycling Test • Reduced coil stress to TQS03b levels (160 MPa average) • Pre-loading operation and test performed at CERN • Did not recover TQS03b quench current (permanent degradation) • Performed 1000 cycles with control quenches every ~150 cycles • No change in mechanical parameters or quench levels
HQ Progress 2008 June Presented conceptual designs for 114 and 134 mm bore July Selection of 120 mm quadrupole aperture for Phase 1 Sept. Cable and coil cross-section geometry finalized Dec. All coil fabrication tooling in procurement 2009 Mar. All coil and structure components in procurement Apr. Cables for ~10 coils fabricated (54/61 and 108/127) Sept. Coil 1 completed and coil 2 wound Nov. CM13 Dec. Coil 2 completed, coil 3-4 reacted, coil 5 wound 2010 Jan. Structure pre-assembly completed Feb Coil 1-4 completed Mar Assembly completed Apr Coil #5 completed, #6 potted, #7 reacted, #8 wound Apr. HQ01a test underway
Layer 1 Winding Layer 2 Winding Structure assembly Instrumentation trace Coil 1 Quench heater Alignment slot Coil and Structure Fabrication
HQ01a Test Status and Next Steps • Cool-down completed (4/19-22): • Next steps: • 4/26-30: Heater tests, magnetic measurements • 5/3-7: Quench training
HQ Next Steps • One-meter model optimization: • Pre-load, alignment, quench protection and thermal studies • Cored cables to control dynamic effects • Structure optimization for production and accelerator integration • Two-meter extension: field quality & comparison with NbTi models Radial bladders/keys Cooling channels Support/alignment fiducials Laminated collar Pressure vessel/end terminations
Materials R&D • Three strand designs used in LARP: • MJR 54/61: TQS01, TQC01, SQ • RRP 54/61: LR, TQ02, LQS01(2), HQ01 • RRP 108/127: TQS03, HQ01a, (LQS03) • RRP 54/61: • Production wire, highest Jc, long piece length, best characterized • Large sub-elements, flux jumps esp. in larger diameter wires • RRP 108/127: • Deff reduced by 30%, very good results in TQS03 10-20% lower Jc, not fully optimized for production • New options from the HEP Conductor Development Program: • Ti-doped RRP: HQ cable/coil will be fabricated in 2010 • RRP 217: promising but still requiring R&D
Cable R&D • Stable and consistent cable production: TQ (30 UL, 65 m each); LQ (15 UL. 200 m each); LR (3 UL, 200 m each); HQ (10 UL, 100 m each) • Production so far has followed a 2-step process: • First pass cable followed by anneal and re-roll • Next R&D steps: • Ti-doped RRP wire (to qualify for purchase by LARP) • One-pass cable w/pre-annealed wire (lower cost, SS core) • Addition of a SS or glass core (control of dynamic effects) • R&D cables will be tested in HQ 1-meter coils • Best results to be incorporated in HQ 2-meter models
Length considerations for the IR upgrade • HQ short sample gradient is 200 T/m @ 4.5K & 220 T/m @ 1.9K • Assume operation at 170 T/m and same basic layout as baseline LHC • magnet length is ~7.4 m (Q1 & Q3), 6.4 m (Q2a & Q2b) • Half length elements: ~4.1 m (Q1/Q3), ~3.5 m (Q2a/b) w/10% factor • Technical comparison: • Full length elements are clearly preferred for optimal IR performance • Full length elements should be less costly for production • However, they require new infrastructure • Full length elements need to be demonstrated experimentally • This can impact the schedule and decision process • Half-length elements could be considered as a fall-back solution • Loss of efficiency is 5-15% depending on implementation
Medium term Nb3Sn development (2012-14) Goal: demonstrate full-length magnet performance to minimize the technical and schedule risk to the project • The existing (FNAL) infrastructure allows fabrication of coils up to 6 m length. • As a first step, we could aim at testing of individual 6 m long coils in a suitable support structure by 2014 • The 6 m long coils could be based on LR, LQ or HQ design • The 120 mm (HQ) design is strongly preferred since it could directly lead to assembly of a 6 m long IR Quad prototype • However, is more expensive to fabricate and test then the other two alternatives • Results of 2 m model Quadrupoles and 6 m coil scale-up will provide required information for detailed IR design and project planning/initiation
Production schedule • Define production line: complete set of winding, curing, reaction, • potting infrastructure, tooling, crew • Assuming that a production line delivers one coil every four weeks: • 64 coils ~7 m long: ~5 years with 1 production line • ~2.5 years with 2 production lines • One year from coil production to magnet production completion • Questions: • Set-up time (infrastructure and tooling) • LARP can contribute to an efficient start • Ramp up time, how long and what productivity • Process optimization for production • Conductor procurement schedule
From R&D to Construction The LARP R&D program components will inform the decision process and develop the IR Quad design, tooling and fabrication process: • LQ, HQ-1m & HQ-2m provide a basis for the 2013 technology choice • 6-m mirror program provides a basis for tooling design & coil fabrication • 6-m Quadrupole program provides a basis for IR Quad structure/assembly
Summary • Significant technical progress during the last 6 months: LQ 200 T/m milestone and further optimization, robust performance in TQ, and completion of the first HQ • The near term magnet R&D plan (2010-2012) is well aligned with a technology decision in 2013 • Systematic testing of LARP Nb3Sn models and CERN NbTi models with same specs will provide direct technology comparison and qualification • The medium term magnet R&D plan (2012-2014) is being formulated with the goal of minimizing the technical and schedule risk for construction • Extension of the HQ design to 6 m length appears to be the most effective strategy