Download
1 / 18
180 likes | 405 Views
8. Pull Production. Production Control Systems i . Objective: is to ensure production demands are met. ii. Make the required products in required quantities in required time. iii. Push Production- Schedule based system

E N D
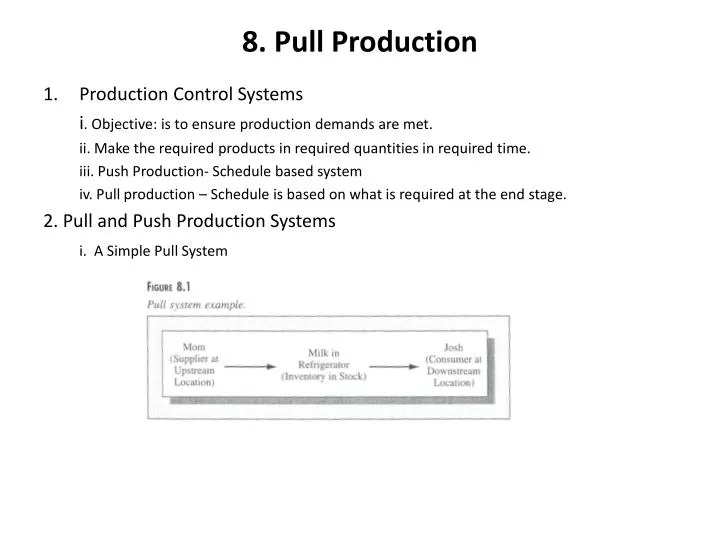
8. Pull Production • Production Control Systems i. Objective: is to ensure production demands are met. ii. Make the required products in required quantities in required time. iii. Push Production- Schedule based system iv. Pull production – Schedule is based on what is required at the end stage. 2. Pull and Push Production Systems i. A Simple Pull System
Why Pull production cannot be stockless - Stockless production - JIT - Example of Multiple Products Iv Push Production Process - items processed in batches - Made to schedule - Typical push system
3. PULL AND PUSH CONTRAST • Some basics -Pull – Kanban based - Push- MRP based -Timing -Batch Size -Priorities - Interference • Containers and Cards - Standard -Sized containers - Kanban cards - Difference between Kanban and kanban • Rules of Pull Production i. Relates to material movement ii. Relates to quantity and priority iii. Relates to overproduction iv. Relates to cooperation and defect prevention v. Relates to level production vi. Relates to inventory reduction
4. PROCESS IMPROVEMENT • Continuous improvement – reduction of buffer stock • Setup time reduction • Reduction in standard quantity • Necessary Conditions for Pull Production Systems • Planning and Control responsibility • Production to just meet demand • Reduce WIP • Implementation of preventive maintenance • Introduction quality control efforts • Setup time reduction and small lots • Plant layout linking all operations • Uniform production levels • Encourage team work and cooperation
6. How to Achieve Pull Production • Pull system as a fixed- quantity/reorder-point system 1. ROP = D(LT) + SS Where D – demand rate LT – lead time SS – Safety stock 2. Containers in a Buffer K = D(P+C)/Q Where K – Number of containers P – Production time C – Conveyance time Q – Size of standard containers • Fixed- Quantity Order Rule 1. Container size 2. outbound and inbound buffers
Conveyance Kanbans KC = D(C)/Q
iv. Production kanbans 1. KP = D(P)/Q
3. Safety Factor, X - This is to account for minor fluctuation in demand - Formula K = {D(LT) (1+X)/Q} - Example problem • Single -card System, No.2 • Signal Kanban
1. Two types of Signal kanban SP-Kanban or production signal kanban SM-kanban or material signal kanban 7. CONWIP METHOD OF PULL PRODUCTION i. CONWIP- Constant work in process ii. Difference Kanban authorization cards move from the last operation to the first operation. The # of cards , K = D(P)/Q iii. CONWIP production process iv. This is much more tolerant of changes in product mix and production volume v. Floating bottlenecks.
8. WHAT, MORE CARDS? • Pull production is not definitely immune to unanticipated events and therefore there must be devices/safeguards in place to take care of them. The following are the methods typically used to deal with this situation. 1. Express cards: Usually different in colors are used to expedite production or move “emergency” items. 2. Temporary cards- issued whenever it becomes necessary to deviate from the normal pull pattern. 3. Odd numbered cards: are issued to take care of replacing defective item that are not usable. • Practical Matters 9. OTHER MECHANISMS FOR SIGNAL AND CONTROL • Wheeled carts • Kanban squares • Golf balls • E-kanban • Clothespin clips • Milk run- for items with intermittent demand • Kanban sequence board
PULL OR NOT TO PULL • Confined to repetitive production • Useful for product families • When does not pull work • Back to MRP • Both systems at once • Getting started