Download
1 / 65
650 likes | 673 Views
Learn about cellular manufacturing layout principles, advantages, part and process families formation, and efficient clustering methods for manufacturing facilities. Explore production flow analysis and part family formation techniques.

E N D
Cellular Manufacturing and Facilities Layout Dr. Richard A. Wyskrwysk@psu.eduhttp://www.engr.psu.edu/cim
Outline of Activities • Fundamentals of layout • Advantages of various layouts • Creating part families • Economics of Cellular layout • scheduling • setup reduction • Other issues
Readings • Chapter 18 of Computer Aided Manufacturing, Wang, H.P., Chang, T.C. and Wysk, R. A., 3rd Edition (2004 expected) http://www.engr.psu.edu/cim/active/chapter18.pdf
ExerciseReadiness Assessment Test A.K.A. RAT AS AN INDIVIDUAL, Describe what you think a “part family” is. Describe what you think a “process family” is. Which is the best way to cluster products in a manufacturing facility: a) the way a part looks, b) the function of the part, 3) the way the part is made. Why? Open Book / Open Notes
ExerciseReadiness Assessment Test A.K.A. RAT AS A TEAM, take 5 minutes • Compare and discuss the efficiencies and the uses of the various ways to group “stuff” in a shop. • Try to chalk out a ‘best practice’. • List the criterion you used. Open Book / Open Notes
Objectives • To apply the principles of flow to a complex manufacturing system • To design the layout of process, product and cellular manufacturing systems • To form cells in a manufacturing environment • To analyze efficiencies of reduced batch sizes
Types of Manufacturing Layout • Process Layout • Product Layout • Cellular Layout
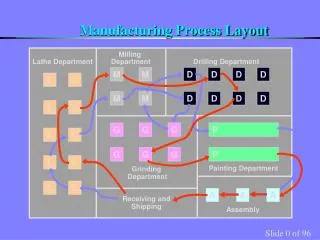
FUNCTIONAL LAYOUTS ARE INEFFICIENT Drilling Milling Lathe D D L M L M D D L L M M Grinding G L L M G M Assembly G G L L A A G G A Receiving and Shipping A PROCESS-TYPE LAYOUT
Process Layout Characteristics • Advantages • Deep knowledge of the process • Common tooling and fixtures • Most Flexible -- can produce many different part types • Disadvantages • Spaghetti flow -- everything gets all tangled up • Lots of in-process materials • Hard to control inter-department activities • Can be difficult to automate
L G G L M PRODUCT LAYOUT G D Part #1 M L A A Receiving Part #2 D M L Shipping Part #3
Product Layout Characteristics • Advantages • Easy to control -- input control • Minimum material handling -- frequently linked to the next process • Minimal in-process materials • Can be more easily automated • Disadvantages • Inflexible -- can only produce one or two parts • Large setup • Duplicate tooling is required for all cells
CELLULAR LAYOUT Cell #2 Cell #1 D D M I D I L Cell #3 M M L D L I M
Cellular Layout Characteristics • Advantages • Control is simplified • Common tooling and fixtures • Flexible -- can produce many different part types - a part family?? • Disadvantages • Setup ?? • Need to know about many different processes
HIGH FLEXIBILITY TRANSFER LINE PRODUCTION CAPACITY SPECIAL SYSTEM FLEXIBLE MANUFACTURING SYSTEM VOLUME MANUFACTURING Cells STD. AND GEN. MACHINERY LOW HIGH VARIETY
How are Cells Formed • Good intuition • Careful study • Group Technology (GT) • Production Flow Analysis (PFA)
Typical Part Families Items that are made with the same equipment Items that look alike A FAMILY OF PARTS
Items that are made with the same equipment - Production Flow Analysis PFA is a technique that uses Operation Routing Summaries as input. It clusters the parts that require the same processes. These parts can then be assembled into a part family. The processes can be grouped into a cell to minimize material handling requirements.
Items that look alike Most products that look similar are manufactured using similar production techniques. If parts are grouped because they have similar geometry (about the same size and shape), then they should represent a part family.
THREE TECHNIQUES TO FORM PART FAMILIES 1. TACIT JUDGMENT OR VISUAL INSPECTION • MAY USE PHOTOS OR PART • PRINTS • UTILIZES SUBJECTIVE • JUDGMENT 2. CLASSIFICATION & CODING BY EXAMINTAION OF DESIGN & PRODUCTION DATA • MOST COMMON IN INDUSTRY • MOST TIME CONSUMING & COMPLICATED Cont’d
THREE TECHNIQUES TO FORM PART FAMILIES 3. PRODUCTION FLOW ANALYSIS • USES INFORMATION CONTAINED • ON THE ROUTE SHEET • (THEREFORE ONLY MFG. INFO) • PARTS GROUPED BY REQUIRED • PROCESSING
Classification & Coding by Examination of Design & Production Data Many systems have been developed but none is universally applicable and most implementations require some customization
Identifying Manufacturing Cells Using Production Flow Analysis
Production Flow Analysis • A technique for forming part families based on Operation Routing Summaries • Several methods available. We will discuss 2 algorithms for PFF (Part Family Formation)
Let’s consider 5 parts (n) and 6 machines (m): n = {101, 102, 103, 104, 105} m = {Drill1, Drill2, Mill1, Mill2, Vbore1, Vbore2} = {D1, D2, M1, M2, V1, V2}
Create a PFA matrix, Parts 101 102 103 104 105 1 0 1 0 1 Drill 1 0 1 0 1 0 Drill 2 Machines 1 0 1 0 1 Mill 1 = 0 1 0 1 0 Mill 2 1 1 0 0 1 VB 1 0 0 0 1 0 VB 2
å i = w 2 m i j " i King’s Algorithm (Rank Order Clustering) Step#1 Calculate the total column width for each column Generate 2i Machine# (i) i Part# (j) 101 102 103 104 105 2 1 1 0 1 0 1 2 D 1 2 0 1 0 1 0 4 D 2 3 1 0 1 0 1 8 M 1 4 0 1 0 1 0 16 M 2 5 1 1 0 0 1 32 V 1 6 0 0 0 1 0 64 V 2 (wj) Done! Sum: mi,j* 2i 42 52 10 84 42 for each column (wj)
å i D 1 1 1 0 0 14 1 D 0 0 0 1 1 48 2 M 1 1 1 0 0 14 1 M 0 0 0 1 1 48 2 V 0 1 1 1 1 28 1 #2. If Wj is in ascending order, go to step #3; otherwise, rearrange the columns to make Wj fall in an ascending order. 105 101 103 101 105 102 104 V 0 0 0 0 0 32 wj 2 10 42 42 52 84 102 103 104
Sum: mi,j* 2j for each row (wi) å j = w 2 m i ij " j #3. "i, calculate the total row weight, wi wi 103 101 105 102 104 D 1 1 1 0 0 14 1 D 0 0 0 1 1 48 2 M 1 1 1 0 0 14 1 M 0 0 0 1 1 48 2 V 0 1 1 1 1 28 Generate 2j 1 V 0 0 0 0 0 32 2 2j 2 4 8 16 32 Done!
#4. If wi is in ascending order, stop. Otherwise, arrange rows to make Wiascend. 103 101 105 102 104 1 1 1 0 0 D 1 1 1 1 0 0 M M1 1 0 1 1 1 0 V V1 1 0 0 0 0 1 V 2 0 0 0 1 1 D D2 2 V2 0 0 0 1 1 M 2 V2
#5 Stop and make Cells and Part families 103 101 105 102 104 1 1 1 0 0 D 1 1 1 1 0 0 M 1 0 1 1 1 0 V 1 0 0 0 0 1 V 2 0 0 0 1 1 D 2 0 0 0 1 1 M 2
Discussion • Good rectangles mean that you have very distinctive part families • Do Parts no 103, 101, 105 have a distinct code so that a can be made to distinguish them from #102, 104. • Cell formation • Volume / Floor space • Size of problems • How about King’s algorithm? Will it always work? • Are there problems with it?
DIRECT CLUSTER ALGORITHM 101 102 103 104 105 w i 3 1 0 1 0 1 D 1 0 1 0 1 0 D 2 2 1 0 1 0 1 M 3 1 0 0 0 1 0 M 1 2 1 1 1 0 1 V 4 1 0 0 0 1 0 V 1 2 Step #1. For I, calculate the total no. of positive cells in row, i
101 102 103 104 105 w i 4 1 1 1 0 1 V 1 1 0 1 0 1 D 3 1 1 0 1 0 1 M 3 1 0 1 0 1 0 D 2 2 0 0 0 1 0 M 1 2 0 0 0 1 0 V 1 2 3 2 3 3 3 1 Sort rows in descending order of the wi values D1 No Change D2 V1 M2 No Change Done!
Step #2. j, calculate the total # of positive cell in each column, j
Sort columns in ascending order. 101 102 103 104 105 1 1 1 0 1 V 1 1 0 1 0 1 D 1 1 0 1 0 1 M 1 0 1 0 1 0 D 2 0 0 0 1 0 M 2 0 0 0 1 0 V 2 3 2 3 3 3 Sort Complete!
Step #3. For i = 1 to n, move all columns j where mij = 1 to the left maintaining the order of previous rows. Observe Elements of Row 1 102 101 103 104 105 1 1 1 0 1 V 1 0 1 1 0 1 D 1 0 1 1 0 1 M 1 1 0 0 1 0 D 2 0 0 0 1 0 M 2 0 0 0 1 0 V 2 Move Column 105 to the left and push column 104 back
For Rows 1,2 & 3: Move the 1’s to the left and push the columns with the zeroes back Observe Elements of Rows 2 & 3 102 101 103 105 104 1 1 1 1 0 V 1 0 1 1 1 0 D 1 0 1 1 1 0 M 1 1 0 0 0 1 D 2 0 0 0 0 1 M 2 0 0 0 0 1 V 2 Move Columns 101, 103 & 105 to the left and push column 102 back
Observe Elements of Row 4 101 103 105 102 104 V 1 1 1 1 0 1 D 1 1 1 0 0 1 M 1 1 1 0 0 1 D 0 0 0 1 1 2 M 0 0 0 0 1 2 V 0 0 0 0 1 2 Move Column 102 to the left and push column 101 back
Observe Elements of Rows 5 & 6 102 101 103 105 104 V 1 1 1 1 0 1 D 0 1 1 1 0 1 M 0 1 1 1 0 1 D 1 0 0 0 1 2 M 0 0 0 0 1 2 V 0 0 0 0 1 2 Move Column 104 to the left and push column 102 back
104 102 101 103 105 V 0 1 1 1 1 1 D 0 0 1 1 1 1 M 0 0 1 1 1 1 D 1 1 0 0 0 2 M 1 0 0 0 0 2 V 1 0 0 0 0 2 Step #3 Complete!!
Step #4. For j = m to 1, move all rows I, where mij = 1 to the top maintaining the order of the previous columns, wij Observe Elements of Columns 101, 103 & 105: No Change can be made!! Observe Elements of Column 102 104 102 101 103 105 V 0 1 1 1 1 1 D 0 0 1 1 1 1 M 0 0 1 1 1 1 D 1 1 0 0 0 2 M 1 0 0 0 0 2 V 1 0 0 0 0 2 Move Row D2 upwards and push row D1 down
Observe Elements of Column 104 104 102 101 103 105 V 0 1 1 1 1 1 D 1 1 0 0 0 2 M 0 0 1 1 1 1 D 0 0 1 1 1 1 M 1 0 0 0 0 2 V 1 0 0 0 0 2 Move Row D2 to the top and push row V1 down
Observe Elements of Column 104 104 102 101 103 105 D 1 1 0 0 0 2 V 0 1 1 1 1 1 M 0 0 1 1 1 1 D 0 0 1 1 1 1 M 1 0 0 0 0 2 V 1 0 0 0 0 2 Move Rows M2 & V2 upwards and push row V1 down
104 102 101 103 105 D 1 1 0 0 0 2 M 1 0 0 0 0 2 V 1 0 0 0 0 2 V 0 1 1 1 1 1 M 0 0 1 1 1 1 D 0 0 1 1 1 1 Step #4 Complete!!
Step #5. If current matrix is the same as the previous, stop; else to go 3.
Identify Cells or potential Cells 104 102 101 103 105 D 1 1 0 0 0 2 Cell #1 M 1 0 0 0 0 2 V 1 0 0 0 0 2 V 0 1 1 1 1 1 Cell #2 M 0 0 1 1 1 1 D 0 0 1 1 1 1 Part Family #2 Part Family #1
Production Flow Analysis-SCOPE- We learned two (and probably the most common) methods/algorithms for performing a Production Flow Analysis. There are a host of other algorithms and methods which are used in Academics and in the Industry. (contd..)