Download
1 / 20
230 likes | 383 Views
Energy Efficiency Trade Ally Workshops GTI Super Boiler Advanced Heat Recovery. April & May, 2011 Curt Bermel Business Development Manager - R&D curt.bermel@gastechnology.org. WHO WE ARE Gas Technology Institute.

E N D
Energy Efficiency Trade Ally Workshops GTI Super Boiler Advanced Heat Recovery April & May, 2011 Curt Bermel Business Development Manager - R&D curt.bermel@gastechnology.org
WHO WE AREGas Technology Institute • Leading U.S. research, development, and training organization serving the natural gas industry and energy markets • An independent, 501c (3) not-for-profit Serving the Energy Industry Since 1941 • > Over 1,000 patents > Nearly 500 products commercialized
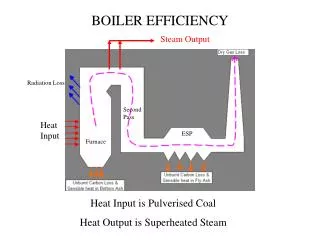
Super Boiler Background • U.S. industrial and commercial steam boilers • Consume over 6 quads of natural gas per year • Wide range of steam uses from process steam to space heating • Installed base of steam boilers • Largely over 30 years old • Average efficiency 76% • Typical NOx emissions 85 ppmv • Significant potential for improved technology
Project Origin & Goals • Super Boiler program • Started by DOE and gas industry in 1999 • GTI team selected to carry out project • Goals: • Maximum efficiency • NOx and CO less than 5 ppmv • Reduced footprint and weight • Cost-effectiveness
HEAT RECOVERY • Natural gas combustion produces about 18% water from oxidation of H in fuel • Water vapor up the stack accounts for 10% of fuel energy input, or 65% of stack loss • Key to higher energy efficiency is to recover both sensibleandlatent heat
Deaerator/ Make-Up Tank Steam Out LTE HTE Boiler Fuel in BFW TMC Flue gas out Ambient air Make-up water Heat Recovery:General Approach • Flue gas heat recovery • Remove sensible heat with two economizers • Remove latent heat with Transport Membrane Condenser (TMC) • Suitable for end users with high make-up water usage
Heat Recovery: Expanded System* • Applications with high condensate return • Limited make-up water reduces TMC capacity • Recycle water through air heater (AH) • Allows for heat recovery even for boilers with high condensate return Deaerator/ Make-Up Tank Condensate return Steam Out LTE HTE Boiler Fuel in BFW Preheated air AH TMC Flue gas out Ambient air Make-up water *U.S. Patent No. 7,066,396
Warm humid fluegas in Warm water out to deaerator Cool feed water in Cool dry fluegas out Heat Recovery:TMC Concept* • Transport Membrane Condenser (TMC) • Nanoporous ceramic membrane tubes • Water vapor permeation via capillary condensation • Partial vacuum on shell side • Counter-flow configuration * U.S. Patent No. 6,517,607, 2008 Chicago Innovation Award
TMC Version 2.1 in Duct Cooler Dryer flue gas out Cool feed water in Warm moist fluegas in Warm water to deaerator
Heat Recovery:California Field Demo • Clement Pappas & Co. in Ontario CA • Heat recovery system (HRS) similar to Alabama site • HRS mounted above boiler
Transport Membrane Condenser (TMC) • TMC Module • Nanoporous membrane tubes selectively remove water through low-pressure-drop capillary condensation • Extracts pure water molecules from the effluent and with the water comes the latent heat (normally considered low-grade) • Applicable to wide range of combustion applications • Industrial and commercial boilers • Steam power plants, engines and turbines • Industrial drying and dewatering processes
Heat Recovery:California Baxter BioScience Thousand Oaks, CA • October, 2009 Installation
Oak Ridge National Lab • Accomplished in the demo • Installation completed in April 2010; • Data on 100% makeup water application • 2nd generation TMC demonstrated • Measured benefits • ~95% efficiency, 50% recovery of water vapor • Integrated boiler/AHRS control panel • 1st 200 psig design
Richardson Brands Candies • Accomplished in the demo • Installation completed in May 2010, expect • Data on very high makeup water application • 2nd generation TMC demonstrated • Injection molded end caps = savings • Market influence • Verify performance on high makeup systems • Verify improved ROI • Measured benefits • TBD; expect • ~94% efficiency, 40% recovery of water vapor
Summary • Super Boiler technology proven at five industrial sites • Additional Super Boiler systems contracted • Commercial license agreement for TMC-based heat recovery signed with Cannon Boiler Works • Expanded use of TMC for other applications • Utility-scale boilers (working with Alliant and US-DOE) • Industrial drying applications • Home humidification (two units installed) • Non-boiler applications such as in sludge processing
Other Markets/Projects • Transport Membrane Humidifier • Funded by SMP • Humidification using products of combustion • >12% efficiency increase • TMC for coal-fired power plants • Funded by DOE NETL • 70% water recovery from exhaust gases • Larger bundles • TMC for non-boiler applications • Funded by CEC & UTD • Scrubbers, dryers, etc. • Demo fall 2010 at L&N Costume Cleaners • TMC for Industrial boilers • Market need but no funding to date
Contact Information Curt Bermel (847) 768-0649 Gas Technology Institute curt.bermel@gastechnology.org Chris Giron (724) 335-8541 Cannon Boiler Works sales@cannonboilerworks.com