Download
1 / 59
590 likes | 802 Views
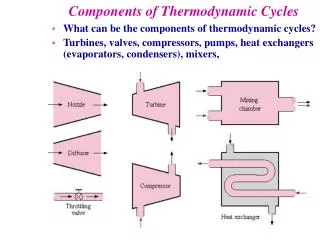
VSD Compressors & System Configurations. 22 nd Annual AICD Membership Meeting May 20-22, 2007 La Cantera Resort & Spa San Antonio, TX Presented by Chris Beals & Dean Smith. Part 1. Variable Speed Drive Compressors. Key Question.

E N D
VSD Compressors &System Configurations 22nd Annual AICD Membership Meeting May 20-22, 2007 La Cantera Resort & Spa San Antonio, TX Presented by Chris Beals & Dean Smith
Part 1 Variable Speed Drive Compressors
Key Question • Does installing a VSD compressor have an acceptable payback?
Key Points - In Selecting a VSD Compressor • VFD Losses • The Two Different Designs • Unloading Methods • Efficiency • Turndown • When does it Blow Down • Adjustable Stop Pressure • Restart Pressure
Key Points –For Installing a VSD Compressor • Constant Pressure ± 1.5 psi • Remote Transducer • Storage • Line Reactance • Actual BHP
VFD Losses • As bad as 3-5% • As good as 2-3%
Unloading • Start Stop • Load Unload
Turndown • Varies from 40% to 85% • Varies with pressure set point • Higher Turndown Increases Efficiency and reduces • The size of the VSD Compressor • The amount of required storage
Turndown & VSD Compressor Sizing To prevent short cycling of base load compressors, without adding storage: • A VSD compressor with 80% turndown must be 1.25 times larger than the base load compressor • A VSD compressor with 50% turndown must be 2 times larger than the base load compressor Or one must add additional storage
Storage for Minimum Cycle Time (((cfmbl – cfmvsdtd))*Cycletime(min)) / (psi rise to stop pressure * 2)) * 14.7 * 7.48 = (((500 cfm – 376 cfm) * 1.5 min) / (5 psi * 2)) * 14.7 psia * 7.48 gal/cf = 2045 gallons
VSD Compressor Blow Down • Some stop and blow down • DOES NOT MAKE AIR INSTANTANEOUSLY • Restart takes 10 seconds to minimum speed • Others wait for the start signal and then blow down • Increases time to minimum speed to 15 to 25 seconds, which increases required storage
In a Single Compressor System -Storage to Maintain Minimum Pressure during Restart • Given 25 Second Restart ((500 cfm * (25 sec / 60 sec)) / 1.5 psid) * 14.7 psia * 7.48 gal / cf) = 15,272 gallons • Given 10 Second Restart = 6,109 gallons • Raising the Pressure Set Point reduces the capacity of the VSD compressor capacity
Adjustable Stop Pressure • Some are fixed at 3 or 5 psi • An adjustable stop pressure • Makes it easier to cascade base load compressors • Reduces storage requirement
Reload Set Point • Some are at operating point • Others are below operating point, which • Increases power • Some are adjustable
Simple Payback • 30 – 75% Premium for same hp VSD compressor • $27,729 Premium • $ 7, 000 savings at 50% capacity • 47.5 month simple
Simple Payback • 242% Premium for next size compressor • 83.1 month simple payback at 70% capacity
VSD Compressor vs. Pressure/flow controller • VSD compressor • Responds to all events with online horsepower • Cannot keep the next compressor from starting • Has pressure excursions • Pressure/flow controller • Responds to events with stored air • With properly applied storage can prevent the startup of the next compressor • No pressure excursions
Part 2 System Configurations
VSD and Networking Philosophy vs. Pressure Flow Controller Philosophy
VSD & Networking Philosophy • No Pressure/flow controller • Use automation to control the header pressure within a narrow pressure band • Use header storage rather than adding additional storage
VSD & Networking Philosophy Assumes • Installing control storage and a pressure/flow controller will: • Prevents access to the header storage • Increases capital cost • Increases operating cost • Its not necessary to consistently control the header pressure within ± 1 psi
Pressure/Flow Controller Philosophy Assumes • Controlling the pressure within ± 1 psi • Eliminates artificial demand • Improves product quality • Reduces product waste • Reduces equipment setup time • Increases product throughput • Supports intermittent events from storage without turning on another compressor • Improves System Efficiency
Accessing Header Storage • Minimum acceptable operating pressure • Critical pressure
The Cost to Eliminate Risk:Assumptions • The critical pressure and the minimum acceptable operating pressure are both 92-psi. • When a compressor fails, the pressure must not fall below the minimum acceptable operating pressure while the backup compressor starts up. • All of the compressors operate in load/unload mode. • Automation eliminates cascaded set points and controls the compressors off a 10-psi control band.
The Cost to Eliminate Risk:Assumptions • In either configuration, four compressors operate fully loaded, while a fifth compressor operates as the trim compressor. The sixth compressor is the backup compressor and does not operate. • In the configuration using a pressure/flow controller, both the trim and backup compressors are located in the trim station upstream of the pressure/flow controller. • The combined pressure drop across the Mist Eliminator and dryer is 5 psi. • The capacity of the control storage and the header storage are the same.
The Cost to Eliminate Risk:Assumptions • The storage is sized such that personnel must maintain a minimum 15-psi differential to carry the system through the failure of the largest compressor. • We use a 3-psi control band for the pressure/flow controller, which prevents the pressure downstream of the pressure/flow controller from tracking the upstream pressure. • In the Flow Controller philosophy , the base station compressors operate at 97-psi, while the trim compressor operates at an average pressure of 120-psi. • In the Networking philosophy, all of the compressors operate at an average pressure of 117-psi.
The Cost to Eliminate Risk:Assumptions • All of the compressors are 200 hp, 125-psi, 900 cfm, lubricated, rotary screw compressors. • The plant demand in the pressure/flow controller philosophy averages 4050 cfm so the load on the trim compressor in the configuration with the pressure/flow controller averages 50 percent of its capacity. Personnel only regulate 50 percent of the demand so artificial demand increases the demand in the networking philosophy by 7-½ percent, because the header pressure is 15-psi higher. This means that operating without a pressure/flow controller increases the load on the trim compressor to 86 percent of its capacity. • The plant operates 24/7 or 8736 hours per year and the blended energy rate is $0.05/kWh.
The Cost to Eliminate Risk • VSD & Networking Philosophy • Minimum Operating Cost - $320,795 • Additional Operating Cost to Protect Critical Pressure - $40,901 • Pressure/Flow Controller Philosophy • $311,680 • Saves $50,016 Compared to Networking mode • Payback < 12.4 months
Simple Payback Pressure/Flow Controller Configuration • Second Mist Eliminator • Second Dryer • 5,000 Gallon Receiver • Pressure/Flow Controller • Project Cost $52,000 • 12.4 Month Simple Payback
A pressure/flow controller naysayer just fails to recognize the affect that eliminating artificial demand has on system efficiency.
Compressor Room Size It is interesting to point out that the dimensions of the compressor room are often determined prior to the compressed air system design so the size of the compressor room then dictates the compressor size and therefore the efficiency of the system.
Maximizing the Benefits of VSD Compressors Requires : • Understanding the limitations of the compressor controls • Real turndown / minimum capacity • Pressure rise to unload/stop • Restart time to deliver air • Sizing appropriate storage • Downstream signal capability • In multiple compressor installations, high quality pressure switches for fixed speed base load compressors are essential