Download
1 / 24
310 likes | 1.05k Views
Chesterton Valve Packing Program. STYLE 5100/5101-CARBON SLEEVE. 99% Purity No Inhibitor Low Coefficient Of Friction And Thermal Expansion High Compressive Strength 12,000 psi (827 bar) Excellent Temperature Limitations 5000°F (2760°C) To -400°f (-260°C) inert atmosphere

E N D
STYLE 5100/5101-CARBON SLEEVE • 99% Purity • No Inhibitor • Low Coefficient Of Friction And Thermal Expansion • High Compressive Strength • 12,000 psi (827 bar) • Excellent Temperature Limitations • 5000°F (2760°C) To -400°f (-260°C) inert atmosphere • 800°F (426°c) oxidizing atmosphere • Close Machined Tolerances • Diameters Concentric • Engineered Clearances • Extraction Holes • c/s >.312 in. (8 mm) • Maximum Height 4 in. (101,6 mm) • Cut to Size
STYLE ONE-CI • Interbraided Continuous Filament Yarn • Long Fibers Vs. Short Fibers • Rayon Braided Yarn, then Graphitized • Wiper Ring & Anti-extrusion Ring • 97% Minimum Carbon Content • No Fillers Or Binders • Low Friction & Self Lubricating • Inert 0-14 pH • Temperature Limitations • Inert - 5000°F (2760°C) to -400°F(-240°C) Oxidizing - 800°F (426°C) • Unlimited Shelf Life • Inorganic Corrosion Inhibitor
Die Formed Style 5300-GTPI • Manufactured to Exact Tolerances • Specific Density Range • Sealing Ring • 97% Minimum Carbon Content • No Fillers or Binders • Low Friction and Self Lubricating • Lower Torque, Longer Life • Inert 0-14 Ph • Effective for Any Sealing Environment • Temperature Limitations • Inert 5000°F (2760°C) to -400°F(-240°C) • Unlimited Shelf Life • Rotation of Stock Unnecessary • Passive Corrosion Inhibitor • Rated in Service to 4600 psi (315 bar) • Tested to 6000 psi (410 bar),
Show bushing, style one, style 5300 installed, existing slide
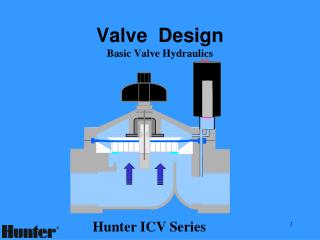
LIVE LOADING SPRING ASSEMBLY ALLOWS STORED ENERGY TO BE TRANSMITTED THROUGH A CERTAIN DEGREE OF TRAVEL TO THE GLAND FREE HEIGHT COMPRESSED HEIGHT MAX. DIA.
Why Live Load Valves? • Thermal Cycling • Vibration • Packing Set Adjustments • Critical Dynamic Applications
5800 • More Efficient Axial to Radial Stress Transfer • 30% Lower Stem Friction than Standard Die-formed Rings • Specifically Designed For and Tested in Control Valves • Parameters • 800°F for oxidizing • 1200F Max. Temperature (steam) • 5000°F Max in non oxidizing • 3000 psi Max. Pressure • For all services except strong oxidizers
5800T WedgeSeal™ • Parameters • 600F Max. Temperature (steam) • 2500 psi Max. Pressure • For all services except strong oxidizers • Features • High Thermal Stability • Better than Fluoro-elastomer V-Rings • Consistent Sealability through thermal cycles • Provides lower friction approximately 20-30% below 5800E
If possible, backseat the valve to limit entry of foreign material into valve and to aid in valve stem inspection. • Remove and clean the packing gland nuts • Raise packing gland and, if necessary, tie gland clear of the stuffing box. • Clean any chemical build up or deposits on gland and stem. Use care not to score the stem or stuffing box during packing removal. • Remove old packing from valve using a packing extractor or, if packed with GTPI, a machinist scribe. Insure all packing is removed. • Clean stem and stuffing box of all residue.
The valve stem and stuffing box wall should be smooth and free of any series of pits, cuts, scratches or nicks in a line that could possibly act as a path of leakage regardless of their depth. If the stem or stuffing box is excessively pitted notify the proper personnel. • Stem roughness and/or high spots will destroy the packing. Scale can permit leakage through itself and thus around the packing. • Stem diameter tolerances ±.003. • Stuffing box diameter tolerances -.003 +.015 • Stuffing box finish 32-125 RMS. • Normality, squareness, and parallelism within .005, not more than .015 on any single surface. • The valve stem and stuffing box should be free of excessive wear, scale and corrosion. Do not repack if this criteria is not met.
On an accessible section of the valve stem, verify the stem finish is 10-32 RMS. This test is to evaluate the overall machined surface of the stem, it is not an evaluation of random minor pitting. A simple method to make this evaluation is by dragging a fingernail first over a standard finish block and then over the lay or ridges of the stem finish. • If the stem does not meet this criteria, do not repack the valve with pure graphite style packings. With proper approval the stem may be removed from the valve and polished to meet this criteria. • If the stem cannot be reworked to meet this criteria, repack the valve with Chesterton 1601 or approved equivalent.
Installation of Rings • Insure that the stuffing box is clean and free of debris. • Wear protective gloves to insure there is no contamination of packing rings. • Lightly coat pitted valve stems (Manual valves) with Chesterton 772 Premium Nickel Anti-Seize Compound. • Install carbon sleeves if necessary following requirements • Install a One-CI cut ring to the bottom of the stuffing box. Seat the ring by using a Chesterton Valve Tamping Tool. • Install correct quantity of 5300/5800 die formed rings. • Rings are usually supplied with a single skive cut whose joints shall be staggered 180° apart. If rings are supplied with a double cut (two halves) or for the 5800 stagger joints 90° apart. • Double cut rings are sometimes required because of valve design or stiffness of rings. Care should be taken not to mix halves. • Rings that are single cut must carefully be twisted open and installed around stem rather than spreading them apart. • Gently preseat each ring using a Chesterton Valve Tamping Tool. • Install a One-CI cut ring on top. Be sure to seat ring properly. • The last One-CI cut ring should be flush or below the top of the stuffing box, never above.
Chesterton 1600 Chesterton 1600 PTFE Content: < 5% (Part of Volatiles) Note: Volatile are burned out at 1000°C (1832°F) in an argon atmosphere
Garlock 1303 Garlock 1303-FEP Note: Volatile are burned out at 1000°C (1832°F) in an argon atmosphere. Carbon: 85.0%, Ash: 0.3%, and Volatiles: 14.7%. PTFE Content: 13.2% (Part of Volatiles) Independent Chemical Analysis Test Date: 7/25/02, Product analyzed with Inconel wire removed. 7/16” cross section, Spool Date: Feb. 8, 2001, Dry – No Zinc
SLADE 3300G SLADE 3300G Note: Volatile are burned out at 1000°C (1832°F) in an argon atmosphere. Carbon: 86.0%, Ash: 0.4%, and Volatiles: 13.6%. PTFE Content: 2.0% (Part of Volatiles) Independent Chemical Analysis Test Date: 10/10/00, 3/8” cross section, Lot: 3300GB375
ARGO 5000 Argo 5000 Retest: Carbon 65.9%, Ash .1%, Volatile 34.0%, Total Chloride <10ppm, Total Fluoride 297,000ppm Sample: Argo 5000, Lot # PAR 5000E01 Test Date: 1/09/2003 Calculated PTFE content: 39.3% Calculated on Total Fluoride average: 299,000ppm Note: Volatile are burned out at 1000°C (1832°F) in an argon atmosphere