Download
1 / 16
160 likes | 368 Views
Station 5. Contents. Introduction Components Schedule Assembly plans QA development status Summary. Introduction. Fifth station The first production version of tracker stations Finalise quality assurance and quality control procedures during assembly of the fifth station

E N D
Contents • Introduction • Components • Schedule • Assembly • plans • QA development status • Summary
Introduction • Fifth station • The first production version of tracker stations • Finalise quality assurance and quality control procedures during assembly of the fifth station • QA/QC procedures will be documented to initiate station production line • Milestone • Finish assembly of the fifth station this September • Performance check • Station performance, e.g. light-yield, efficiency, uniformity and dead-channels, will be checked with source scan
Components • Scintillating fibre • Purchased and delivered to FNAL • New mold to make doublet-layers is ready • Doublet-layers for the 5th station will be ready in July • Carbon-fibre station • Ready at Liverpool • Optical connectors on station • To be prepared
Schedule • We have schedule to finish the 5th station this September
Assembly - sequence • Sequence used to build prototype stations • Cut scintillating fibres, polish one end and apply Al mirror • Place scintillating fibres on mould with adhesive and teflon/mylar films to make a doublet-layer • Ship doublet-layers from FNAL to IC • Visual inspection of the doublet-layers for any damage caused in transit • Align the doublet-layers on a vacuum chuck • Bundle seven fibres with rubber sleeves (QA) • Thread the bundle into a station connector (QA) • Put the vacuum chuck on an assembly jig • Fix a carbon-fibre station to the assembly jig • Glue the doublet-layers to carbon-fibre station • Attach doublet-layers connectors to the carbon-fibre station • Cut the fibres • Pot the fibres • Polish the fibres
Assembly - tools Tools for station assembly and QA are ready/being developed • Carbon-fibre station holder • Bundling Comb - QA • Connectorisation bridge - QA • Vacuum chuck • Alignment jig Station holder on Alignment jig Vacuum chuck with comb
1000mm Assembly - doublet-layer alignment • The first step is to align a doublet-layer onto the vacuum chuck • Doublet-layer aligned with respect to vacuum chuck, ~100mm over ~30cm, 0.03 m rad tilt Reference fibre
Centre Fibre Channel 1 Channel 107 Channel 108 Channel 214 Mylar Chuck with numbering for planes ‘V’ & ‘W’ View from end of chuck looking at the connector end of the fibre ribbon Assembly - fibre bundling I Once double-layer is placed on the vacuum chuck, we start fibre bundling • Starting from the centre fibre, bundles of seven fibres are placed in the groove of the comb • Centre fibre will be clearly marked at FNAL Comb to help bundling and quality assurance procedure
Assembly - fibre bundling II • Fibre bundling with comb under development • Better to trim fibres to ease counting/recording of seven fibres held in a rubber sleeve => need to trim fibres without damaging them • Different colouring of top and bottom fibres could help to identify correct seven fibres during bundling => possibility to be checked Bundles of seven fibres held together with rubber sleeve, placed in grooves Groove cover to prevent tangled fibres
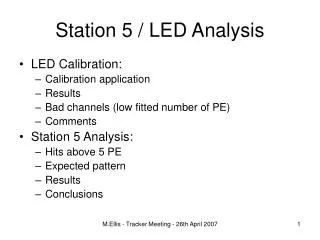
Assembly - fibre bundling III • Fibre scan with LED as a QA procedure under development, in order to check correct bundling • The top right picture taken with 370nm LED • The movie taken with 400nm LED; attempt to check fibre sequence • difficult to check; top fibre is bright and the bottom fibre is dark. Whenever the bottom layer is illuminated the top layer is illuminated. • Prefere < 400nm LED; fibre degradation test with UV LED is planned • Need to cover larger area with CCD to check cross-wiring between bundles in different grooves. At least three grooves to be covered.
Assembly - connector QA • We had a problem of misalignment of the station connectors, which led to lower light yield from the 4th station. • For example, at the station connector C16, loss of light due to misalignment is estimated as ~16%. • We will use QA gauge to ensure that the connectors have aligned holes. QA gauge
Assembly - connectorisation • Bundle is threaded into correct hole in a connector and placed on “bridge” • QA ensures correct threading; procedure to be developed View ‘W’ 20 Way Bundles 1 – 20 To Bulkhead Connectors 1, 6, 11, 16 & 21 1 5 4 2 3 10 8 6 7 9 11 16 15 14 12 13 Station connector Viewed from the polished face. Internal light-guide connector viewed from rear or fibre entry side. 19 17 20 18 x x
View of the station onto the polished face of the connector Assembly - final steps • Put the vacuum chuck on an assembly jig • Fix a carbon-fibre station to the assembly jig • Glue doublet-layer to carbon-fibre station • Connectors on “bridge” are attached to the correct position • Cut fibres • Pot fibres • Cut fibres • Polish fibres
Summary • We will build the fifth station with the improved assembly procedure which incorporates QA • Components are ready/being prepared • We have assembly sequence • Developing QA procedures with “comb” and “bridge” • Finalise QA procedures during assembly of the fifth station • We will have the fifth station this autumn • Station performance; light-yield, uniformity, dead-channel, will be checked with source