Download

1 / 29
340 likes | 411 Views
Heat treatment alters properties of metals through controlled heating and cooling. Learn about annealing, tempering, quenching, and more techniques used on steel. Discover the phases and diagrams involved, such as the Iron-C Phase Diagram. Understand how stress-relief annealing works, influencing residual stresses and microstructure changes. Find out about normalizing processes for improving grain size and mechanical properties. Enhance your knowledge of heat treatment to optimize metal properties effectively.

E N D
Heat-Treatment • Heattreatmentisamethodusedtoalterthephysical,andsometimeschemicalpropertiesofamaterial.Themostcommonapplicationismetallurgical • Itinvolvestheuseofheatingorchilling,normallytoextremetemperatures,toachieveadesiredresultsuchashardeningorsofteningofamaterial • Itappliesonlytoprocesseswheretheheatingandcoolingaredoneforthespecificpurposeofalteringpropertiesintentionally • Generally, heat treatment uses phase transformation during heating and cooling to change a microstructure in a solid state.
TypesofHeat-Treatment(Steel) Annealing Tempering,andQuenching Precipitationhardening Casehardening
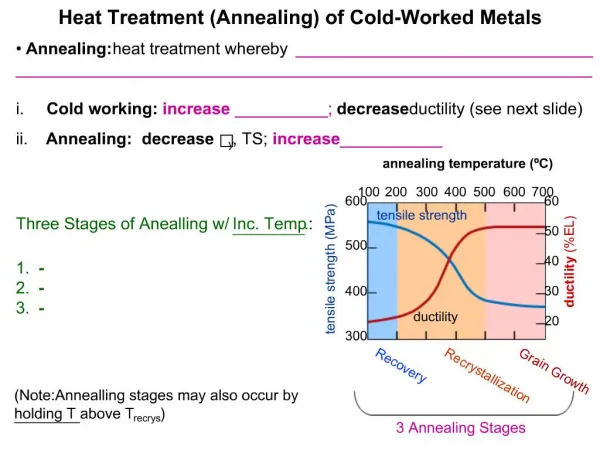
Annealing Aheattreatmentprocessinwhichametalisexposedtoanelevatedtemperatureforanextendedtimeperiodandthenslowlycooled. Purpose: Relievestressesofcoldworking Increasesoftness,ductilityandtoughness Producespecificmicrostructure
Annealing ThreeStagesofAnnealing 1.Heatingtoadesiredtemperature 2.Holdingorsoakingatthattemperature 3.Coolingusuallytoroomtemperature Note:Timeinaboveproceduresisimportant -Duringheatingandcoolingtempgradientsexitb/winsideandoutsideportionsofpart.Ifrateoftempchangeistoolhigh,tempgradientswillinduceinternalstressinpartandhencecracking 2 1 3 T α+Fe3C T α+Fe3C Time Time
TypesofAnnealing Stress-ReliefAnnealing(orStress-relieving) Normalizing FullAnnealing SpheroidizingAnnealing(orSpheroidizing) IsothermalAnnealing
TempRangesinFe-CPhaseDiagram - A1.Lower criticalTempA3.UppercriticalTempforHypo-eutectoidsteels Acm.Upper criticalTempforHyper-eutectoidsteels Fe3C T Eutectoid α+Fe3C
1.Stress-ReliefAnnealing ItisanannealingprocessbelowthetransformationtemperatureA1,withsubsequentslowcooling,theaimofwhichistoreducetheinternalresidualstressesinaworkpiecewithoutintentionallychangingitsstructureandmechanicalproperties
1.Stress-ReliefAnnealing Forplaincarbonandlow-alloysteelsthetemperaturetowhichthespecimenisheatedisusuallybetween450and650˚C,whereasforhot-workingtoolsteelsandhigh-speedsteelsitisbetween600and750˚C Thistreatmentwillnotcauseanyphasechanges,butrecovery&recrystallizationmaytakeplace. Machiningallowancesufficienttocompensateforanywarping/distrotionresultingfromstressrelievingshouldbeprovided
CausesofResidualStresses Mechanicalfactors(e.g.,cold-workingduringmetalforming/machining) Thermalfactors(e.g.,thermalstressescausedbytemperaturegradientswithinthework-pieceduringheatingorcooling) Metallurgicalfactors(e.g.,phasetransformationuponcoolingwhereinparentandproductphaseshavedifferentdensities -Intheheattreatmentofmetals,quenchingorrapidcoolingisthecauseofthegreatestresidualstresses
StressReliefAnnealing– Temperature&TimeVsStresses Highertemperaturesandlongertimesofannealingbringresidualstressestolowerlevels Allkindsoftimes(heatingtime,soakingtime,coolingtime)
StressReliefAnnealing– CoolingRateVsStresses Theresidualstresslevelafterstress-reliefannealingwillbemaintainedonlyifthecooldownfromtheannealingtemperatureiscontrolledandslowenoughthatnonewinternalstressesarise. Newstressesthatmaybeinducedduringcoolingdependon: Coolingrate Cross-sectionalsizeofthe work-piece,and (3)Compositionof thesteel
2.Normalizing Aheattreatmentprocessconsistingofaustenitizingattemperaturesof50–80˚C aboveuppercriticaltemperature(A1,Acm)followedbyslowcooling(usuallyinair) Theaimofwhichistoobtainafine-grained,uniformlydistributed,ferrite– pearlitestructure Normalizingisappliedmainlytounalloyedandlow-alloyhypo-eutectoidsteels Forhypereutectoidsteelstheaustenitizingtemperatureis50–80˚C abovetheACmtransformationtemperature
Normalizing–Heatingand Cooling Purposeofsoaking: Toallowmetalto attainuniformtemp Alltheaustenite A3 transforminto pearlite,especially forhyper-eutectoid A1 compositions
Normalizing–Austenitizing TemperatureRange Dependon composition IncreaseinC%reducestempforhypo-eutectoidsteels IncreaseinC%increasestempforhypo-eutectoidsteels
EffectofNormalizingonGrainSize Normalizingrefines(reduces)thegrainsofasteelthathavebecomecoarse(longandirregular)asaresultofheavydeformationsasinforgingorinrolling Thefinegrainshavehighertoughnessthancoarsegrains, Steelwith0.5%C
NormalizingafterRolling Afterhotrolling,thestructureofsteelisusuallyorientedintherollingdirection Toremovetheorientedstructureandobtaintheuniformmechanicalpropertiesinalldirections,anormalizingannealinghastobeperformed
NormalizingafterForging • Afterforgingathightemperatures,especiallywithwork-piecesthatvarywidelyincrosssectionalsize,becauseofthedifferentratesofcoolingfromtheforgingtemperature,aheterogeneousstructureisobtainedthatcanbemadeuniformbynormalizing • Normalizingisalsodonetoimprove • machinabilityoflow-csteels
Normalizing–HoldingTime Holdingtimeataustenitizingtemperaturemaybecalculatedusingtheempiricalformula: t=60+D wheretistheholdingtime(min)andDisthemaximumdiameteroftheworkpiece(mm).
3.FullAnnealing • Forcompositionslessthaneutectoid,themetalisheatedaboveA3linetoformaustenite • Forcompositionslargerthaneutectoid,themetalisheated • aboveA1linetoformausteniteandFe3C • CooledslowlyinafurnaceinsteadinairasinNormalizing. • Furnaceisswitchedoff,bothmetalandfurnacecoolatthesame • rate • Microstructureoutcome:Coarse • Pearlite.InNormalizing,structure? • StructureisrelativelysofterthanthatinNormalizing • Fullannealingisnormallyusedwhenmaterialneedstobedeformedfurther. Usuallyappliedforlow andmediumCsteel
4.SpheroidizingAnnealing ItisalsocalledasSoftAnnealing Anyprocessofheatingandcoolingsteelthatproducesaroundedorglobularformofcarbide(Fe3C) ItisanannealingprocessattemperaturesclosebeloworcloseabovetheA1temperature,withsubsequentslowcooling UsedforMedium&HighC-Steels -Spheroiditecanform atlowertemperaturesbutthe timeneededdrasticallyincreases,asthisisadiffusion-controlledprocess. Fe3C Fe3C
Spheroidizing:HowtoPerform ByheatingalloyatatempjustbelowA1(700C).Ifpre-cursorstructureispearlite,processtimewillrangeb/w15&25Hrs HeatingalloyjustaboveA1lineandtheneithercoolingveryslowlyinthefurnaceorholdingataTempjustbelowA1 Heating&coolingalternativelywithin±50CoftheA1line.
Spheroidizing-Purpose Theaimistoproduceasoftstructurebychangingallhardmicro-constituentslikepearlite,bainite,andmartensite(especiallyinsteelswithcarboncontentsabove0.5%andintoolsteels)intoastructureofspheroidizedcarbidesinaferriticmatrix amedium-carbonlow-alloysteelaftersoftannealingat720C; ahigh-speedsteelsoftannealedat820C.
Spheroidizing-Uses Suchasoftstructureisrequiredforgoodmachinabilityofsteelshavingmorethan0.6%Candforallcold-workingprocessesthatincludeplasticdeformation. Spheroiditesteelisthesoftestandmost ductileformofsteel
5.IsothermalAnnealing SpheroidizingismoreusefulforimprovingmachinabilityofhighCsteelthanthatoflowandmediumCsteels. Infact,spherodizedlowandmediumCsteelsbecomeoversoftformachiningandgivelongshavingswhichaccumulateontoolcuttingedgeandproducepoorsurface. Hypoeutectoidlow-carbonsteelsaswellasmedium-carbonstructuralsteelsareoftenisothermallyannealed,forbestmachinability Anisothermallyannealedstructureshouldhavethefollowingcharacteristics: Highproportionofferrite Uniformlydistributedpearlitegrains Finelamellarpearlitegrains
Process–IsothermalAnnealing Austenitizingfollowedbyafastcoolingtothetemperaturerangeofpearliteformation(usuallyabout650˚C.) Holdingatthistemperatureuntilthecompletetransformationofpearlite andcoolingtoroomtemperatureatanarbitrarycoolingrate ? Fe3C