Download
1 / 12
120 likes | 129 Views
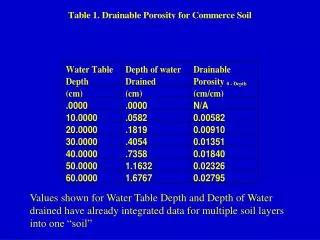
This study aims to establish a non-contact inspection methodology for detecting porosity defects in engine cylinder heads. It will determine the reliability and feasibility of the methodology according to GM/DCX specifications and assess its implementation at line rates. The research objectives include validating the method with production cylinder heads and blocks.

E N D
NSF Engineering Research Center forReconfigurable Manufacturing Systems Study of Surface Porosity Using Reconfigurable Inspection Machine (RIM) The University of Michigan, Ann Arbor
Establish a methodology necessary for non-contact inspection of porosity defects. Determine if the above methodology can reliably detect porosity defects according to GM/DCX specifications. Determine if the above methodology can be implemented in-line (i.e. at line rates). Validate the method with production cylinder headsand blocks. Surface Porosity Inspection – Research Objectives
Sealing Bead Fire ring Gasket body Background: Why Inspect Engine Cylinder Heads ? • Areas on the deck face of an engine cylinder head are isolated one from the other to prevent the mix of water, oil and combustion gasses.
Porosity Inspection is Currently Performed by Human Inspectors
Vision Sub System for Porosity Inspection Illumination System CCD Line Scan Camera Reconfigurable Inspection Machine (RIM) Vision Sub System for Porosity Inspection U.S. Patent #6,567,162 B2 Yoram Koren, Reuven Katz
System Operation Controller Module Inspection Module Vision System
Zoom Window for Pore Analysis Defects Highlighted in Red Easy to use User interface and Automatic Analyze and Decision
Developed a Reconfigurable Inspection Machine (RIM) for porosity inspection on cylinder heads. Developed algorithms, software for detecting and classifying surface porosity. (Able to classify pores by diameter, x-y location, and specification region.) Conceptualized a method for depth validation of detected pores using side lightning. Surface Porosity Inspection StudyAchievements (1 of 2)
Able to detect pores with diameter > 300 micrometer. Able to detect isolated and edge-connected pores on aluminum and cast-iron parts. Created a user-friendly software interface for reporting and analyzing defects. Created a software tool for assessing the repeatability of the porosity inspection system. As a result of this research GM built an inspection machine and DCX is testing it in a plant. Surface Porosity Inspection StudyAchievements (2 of 2)
Over 600 engine blocks were inspected by the RIM. 85% of bad parts were correctly rejected. (15% missed detections due to defects other than pores and template misalignment) 90% of good parts were correctly accepted. (10% false alarms mainly due to template misalignment) System Evaluation at GEMA
Future work Inspection of porosity on pistons and cylindrical parts Defect inspection on auto-body panels Combustion chamber volume measurements Improvements of RIM performance reliability
The End Questions are welcomed