Download
1 / 2
0 likes | 5 Views
Unlock efficient pharmaceutical processing with shell tube heat exchangers. Learn about their role in batch cooling, waste heat recovery, and more. Get expert solutions today!

E N D
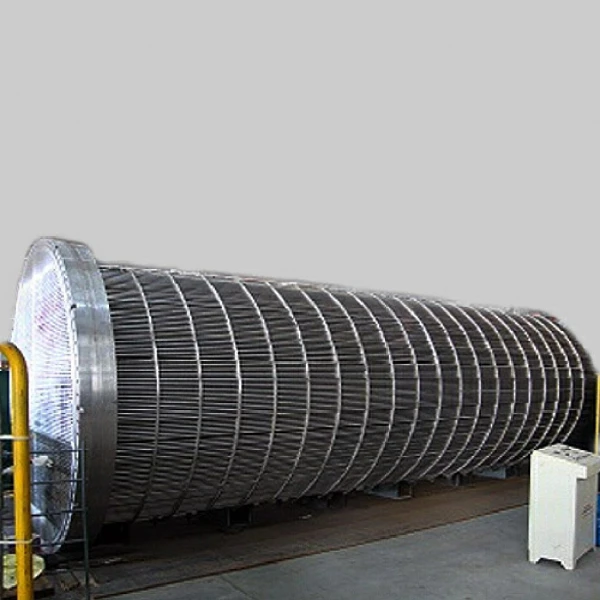
Use Cases of Shell Tube Heat Exchangers in Pharmaceuticals Did you know that the market size of pharmaceuticals is likely to reach about USD 1,207 billion by the end of 2025?(https://www.statista.com/outlook/hmo/pharmaceuticals/worldwide) Yes, you read it right! With the rapid expansion of the industry, there is a growing demand for technologies to simplify processes and ensure optimum outcomes. In the pharmaceutical sector, the level of attention to detail required is much higher compared to other industries. Especially, maintaining ideal pressure, temperature, and environmental conditions matter a lot. That is where the shell and tube heat exchanger come into play. This article will take you through the prominent use cases of shell tube heat exchangers in the pharmaceutical sector. Let’s dive in! Batch Cooling Batch cooling is undoubtedly a crucial process in the pharmaceutical sector, where precise temperature management is very important. Managing the temperature effectively is essential to maintain the potency and stability of the pharmaceutical products during production. That is exactly where the shell tube heat exchanger proves to be beneficial. By facilitating faster batch cooling, these heat exchangers help ensure seamless production of pharma products. Waste Heat Recovery Embracing sustainability and enhancing energy efficiency has become vital for the pharmaceutical industry. The shell and tube heat exchangers can be instrumental in achieving these goals. These heat exchangers help capture and reuse excess heat from different processes. As a result, they enable pharmaceutical companies to minimize their environmental impact and lower energy consumption. So, you will be in a better position to improve cost savings and build a positive brand image in the industry. Freeze Drying This process is gaining more and more popularity these days. The core aim of freeze drying is to preserve biologics and sensitive formulations effectively. Shell and tube heat exchangers find use for controlling the temperatures during the cooling and freezing stages. Ultimately, maintaining the integrity of pharmaceutical products becomes effortless. Pharma Compound Preparation When it comes to pharmaceutical preparation, manufacturers need to mix the excipients and active pharmaceutical ingredients (APIs) under specific temperature, pressure, and pH conditions. Shell and tube heat exchangers help in attaining such conditions with ease. They may also be used in several processes, such as distillation, crystallization, vapor condensation, evaporation, and solvent recovery.
API Manufacturing The production process of APIs demands precise temperature control to achieve the desired chemical reactions. Shell and tube heat exchangers are used to maintain the necessary temperature conditions for such reactions. As a result, manufacturers can be rest assured about the effectiveness and purity of the APIs. Regulatory Compliance Pharmaceutical companies need to guarantee the efficacy and safety of their products and adhere to several regulations. By allowing effective temperature control, the shell tube heat exchangers help achieve optimal conditions for chemical reactions and pharmaceutical product manufacturing. So, complying with the regulatory standards becomes easy. Conclusion The application of the shell tube heat exchanger in the pharmaceutical industry is indeed vast. Are you looking for a reliable heat exchanger at competitive prices? Be sure to trust the reputed suppliers in the industry for top-notch solutions.