Download
1 / 18
180 likes | 193 Views
Explore welding conditions, EDS analysis, hardness testing, and neural network analysis for steel plate welding in this detailed study on weld metals, microstructures, and toughness factors.

E N D
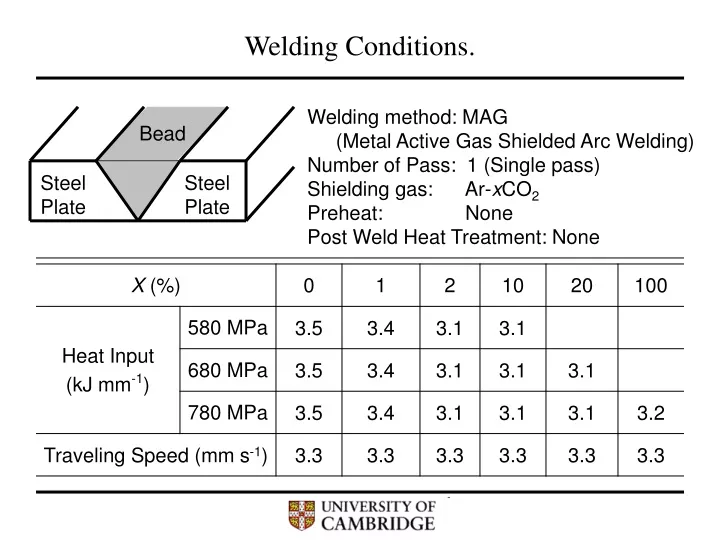
Bead Steel Plate Steel Plate Welding Conditions. Welding method: MAG (Metal Active Gas Shielded Arc Welding) Number of Pass: 1 (Single pass) Shielding gas: Ar-xCO2 Preheat: None Post Weld Heat Treatment: None
Steel Plate Bead 2mm 5 mm Hammer Sample Preparation for Charpy Impact Test. Half size specimens (10 mm x 5 mm in cross section)
A Method to Estimate Particle Size-Distributions. Find particles on a SEM image. Identify a particle as an oxide if an oxygen peak is observed by EDS. Measure a size of an oxide from a magnified SEM micrograph. Count the number of oxides up to a total area of 0.2mm2. An example of an oxide. An example of a non-oxide.
Nitrogen Concentration in 780 MPa welds. O N 20 36 110 35 140 33 270 36 350 36 560 35 Unit : mass ppm Method: Inert gas fusion thermal conductivity detection method.
Vickers Hardness of Weld Metals. Hardness change suggests a microstructural change. Especially for 780 MPa class, martensite formation is suggested.
Method to Estimate Acicular Ferrite Content. (1) Carry out Vickers micro-hardness test (with a load of 0.49 N) (2) Obtain standard microhardnesses of each of the phases (3) Measure the volume fraction of acicular ferrite using point counting on micrographs. (4) When there was doubt about the interpretation of the microstructure, the microhardness was measured and compared with the standard values to assist identification.
Vickers Hardness for Austenitised Samples. Slight decrease (20 to 140 ppmw) is due to an increase in bainite at the expense of martensite. Which is consistent with the dilatometer data.
Vickers Hardness for Austenitised Samples. Objective To interpret further by establishing that of 100% martensite. Experimental Weld metals: High-strength alloys (20, 110 & 140 ppmw O) Heat treatment: Austenitised at 1173 K for 300 s and rapidly quenched into water. Interpretation If bainite is formed in the initial welds, carbides in bainite cannot dissolve into austenite at austenitisation. Hence, hardness after water-quench is considered to reflect an amount of martensite in the initial welds.
Bayesian neural network analysis. Input: AF content & Mean oxide size Output: Toughness Then, assess the independent roles of these variables. A greater sw indicates a greater influence on toughness. Acicular ferrite content Mean oxide size
Bead Steel Plate Steel Plate Welding Conditions. Welding method: MAG (Metal Active Gas Shielded Arc Welding) Number of Pass: 1 (Single pass) Shielding gas: Ar-xCO2 Preheat: None Post Weld Heat Treatment: None 778 MPa (in UTS)
Conditions for Re-melting. After MAG, re-melting was carried out because re-melting can float some oxides on a surface of welds. Re-melting method: Tungsten Inert Gas Shielded Arc Welding Number of path: 1 (Single pass) Shielding gas: Ar Heat input: 2.9 kJ mm-1 Travelling speed: 1.0 mm s-1 Pre-heat conditions: For 3.6 ks at 473 K Post weld heat treatment: None To ensure the same cooling rate during both MAG and TIG welding, pre-heat was carried out only before re-melting by TIG.
Steel Plate Bead 2mm 2 mm Hammer Sample Preparation for Charpy Impact Test. Specimens with special size (10 mm x 2 mm in cross section)
Vickers Hardness. Hardness data show a good relationship with microstructures. i.e. As-welded: 20 – 140: a’ + ab 270, 350: aa 560:allotriomorphic ferrite Re-melted: a’ + aa (Higher toughness can be expected !)