Download

1 / 61
650 likes | 816 Views
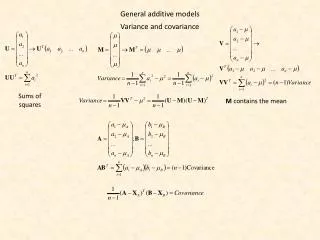
Understanding and Reducing Production Variance. Session ID #: OXAL313 11/08/11 Jim Whalen – Rich Products Jeff Barkehanai - Invensys Tom Kinney - Invensys Niels Andersen - Invensys. Presentation Overview. Positioning of this presentation Introduction to variance

E N D
Understanding and Reducing Production Variance Session ID #: OXAL313 11/08/11 Jim Whalen – Rich Products Jeff Barkehanai - Invensys Tom Kinney - Invensys Niels Andersen - Invensys Invensys proprietary & confidential
Presentation Overview • Positioning of this presentation • Introduction to variance • Process Variance and Optimization • Customer example of the importance of creating predictability – Rich Products • Invensys Quality Management offerings
Pillars of Operational Excellence and Focus of This Discussion Operational Excellence Level 3 (Multi-plant/Multi-site) Environment And Safety People Level 2 (Plant Floor/Area) Asset Level 1 (Resource/Asset) Control
Where The Offerings We Will Discuss Fit Within TheInFusion Enterprise Control System Execution Integration & Collaboration Platform Enterprise Asset Management Mobile Workforce Management Manufacturing Execution Systems Batch Performance Software Applications Enterprise Manufacturing Intelligence Asset Performance Performance Measurement and Reporting Enterprise Integration Visualization Quality Optimization Workflow Advanced Process Control Simulation / Optimization Design Operator Training Third-Party Offerings Open Device Integration Web Portal Control Automation Software Applications DCS PAC SCADA HMI Application Toolkit Safety Turbomachinery Control Safety Instrumented Systems General Purpose Safety Historian Measurement & Instrumentation Recorders Instrumentation Controllers
Presentation Overview • Positioning of this presentation • Introduction to variance • Process Variance and Optimization • Customer example of the importance of creating predictability – Rich Products • Invensys Quality Management offerings
Relevance of Manufacturing Execution Systems to Quality (Management) • Considering MES as an Software/IT based approach in Manufacturing Operations Management (MOM), it helps to: • Increase the level of automation in operations data and information management • Reduce errors and variation (waste), • Improve resources utilization (productivity, efficiency) • Facilitate continuous improvement Reduced errors and improvements,lower variation and tolerance Reduced waste, better resource utilization
Deming: System of Profound Knowledge • Management needs: • Appreciation of a system: • understanding the overall processes involving suppliers, producers, and customers (or recipients) of goods and services; • Knowledge of variation: • the range and causes of variation in quality, and use of statistical sampling in measurements; • Theory of knowledge: • the concepts explaining knowledge and the limits of what can be known; • Knowledge of psychology: • concepts of human nature.
Deming: Knowledge of Variation • The Knowledge of variation involves understanding that everything measured consists of both "normal" variation due to the flexibility of the system and of "special causes" that create defects. • Quality involves recognizing the difference to eliminate "special causes" while controlling normal variation. • Making changes in response to "normal" variation will only make the system perform worse. Understanding variation includes the mathematical certainty that variation will normally occur within six standard deviations of the mean
Changes in Response to Normal Variation 5 5 3 5 4 3 4 3 2 1 1 2 Y Y 4 1 2 2 2 1 3 5 1 3 5 1 4 2 5 Y 4 -3 -3 -3 -3 -2 -2 -2 -2 -1 -1 -1 -1 0 0 0 0 1 1 1 1 2 2 2 2 3 3 3 3 4 3 5 5 3 3 3 5 4 4 1 2 1 2 X X 4 1 2 43 Pts 39 Pts 47 Pts X
Understanding variance • Target: • Quality measurement • Production rate • Quantity made • Setup time • Fill level Frequency Scrap Scrap Good • Upper Specification Limit: • Highest acceptable outcome • Lower Specification Limit: • Lowest acceptable outcome • Reduce variance: • Get a controllable process Target LowerSpecificationLimit UpperSpecificationLimit • Optimize: • Identify the optimum state • Control: • Drive the process towards the optimum state
Causes of Variation Special-cause variation Common-cause variation • Phenomena constantly active within the system; • Variation predictable probabilistically; • Irregular variation within an historical experience base; and • Lack of significance in individual high or low values. • New, unanticipated, emergent or previously neglected phenomena within the system; • Variation inherently unpredictable; • Variation outside the historical experience base; and • Evidence of some inherent change in the system or our knowledge of it. Expected Surprise
Examples of variation Special-cause variation Common-cause variation • Incorrect procedures • Poor machine design • Poor maintenance • Untrained operator • Consistent low quality raw materials • Machine vibration • Pressure control • Incorrect change of procedure • Incorrect machine setup • Faulty part installed • Sick operator • Incorrect material • Earth quake • Rain storm Control these Eliminate these A process is in-control (variance is probabilistically predictable) when no special causes are present in the system
Normal variation in Musket vs. Rifle Getting a new marksman will not help much if you are shooting with a musket.
Presentation overview • Positioning of this presentation • Introduction to variance • Process Variance and Optimization • Customer example of the importance of creating predictability – Rich Products • Invensys Quality Management offerings
Common Control Performance Issues – Economic View • Quality Targets Exceeded • Quality give-away (low impurity) • Product give-away (low moisture) • High energy and or raw materials costs • Excessive rework • Long start-up times • Production bottlenecks • High downtime / Unexpected production interruptions • Regulatory violations
KPIs for Economic Performance • Integrated Error • Total production • Energy required / unit of product • Material Required/ unit of product • Unit utilization (uptime) • Emissions / unit of product • Overhead costs/ unit of product
Process Control Economics Studies show that: • 30% of control valves perform poorly and require maintenance • 15% of control valves are not sized or installed properly • 30% of control loops are significantly out of tune • Only 15% of control loops are optimally tuned • 20% of control strategies are improperly designed • Routine loop maintenance is being driven to a low priority by higher priority tasks and staff reductions. Many plants do not realize how badly their control assets are under-performing …..
Control Performance can improve your profit margins in 3 ways: Higher Production Rates - by pushing against constraints Lower Raw Material and Energy Usage Per Unit of Product- by pushing against constraints Lower Product Losses & Rework - by reducing variability Where’s the motivation? $
Reduced Variability – a benefit in itself Operating Constraint Controller operating target Current Control Improved ControlPerformance Steadier operation yields direct mechanical and operational benefits, e.g. * reduced thermal stresses * less operator attention required * less upset to nearby units
new target $ Increased Profit Performance Optimized Control Improved Profitability – by shifting the target Specification or Operating Limit Controller operating target Time One Caution: Changing the operating points can change process gains, which can require controller re-tuning and/or adaption.
Specification Limit Specification Limit Specification Limit Set Point Std. Dev. Set Point Calculating an Economic Benefit- Estimating the Potential Change • Random influences create a normal CV variation. • Improved control can reduce the standard deviation of a performance variable by half. • Then, movingthe set pointan amount equal to the initial standard deviation can yield economic optimization with no increase in off-spec performance.
Most profitable operating point $$$ With Optimization Closer approach to optimum With APC Reduced operating envelope Process Optimization in Multi-variable Systems • Improved control reduces operating variability • Economics locate the best operating point • Better control allows closer control to optimum point Throughput Constraint Quality Constraint Conventional Control Operating envelope
Calculating an Economic Benefit - Basic Benefit Equations Calculate and combine the changes in 3 basic components for the unit run time (RT) ….. • Production Rate(PR) and Product Value(PV) • (PRnew x RTnew x PVnew ) – (PRold x RTold x PVold ) • Energy Efficiency(EE) and Energy Cost(EC) • (PRold x EEold x RTold x ECold) – (PRnew x EEnew x RTnew x ECnew ) • Feed Rate(FR) and Feed Cost(FC) • (FRold x RTold x FCold ) – (FRnew x RTnew x FCnew )
Setting an Optimization Target- Be Careful of Skew and Kurtosis • Skew • a measure of how much the data distribution is slanted away from a “normal” distribution • can significantly affect the mean and standard deviation values of a data set, and thereby lead to misleading benefit estimates • Kurtosis • a measure of how much the data distribution is flattened or pointed, relative to a “normal” distribution • indicates quality of control system performance and/or equipment problems There is a reason for any departure from normality!
Performance Evaluation– an increasingly important activity! Difficult, because many unpredictable (random) factors cloud system evaluation - short term and long term … • Variations in feed and/or fuel characteristics • Variations in operator influences – the human factor • Variation in ambient conditions • Varying product demand and quality specifications • Influence of upstream and downstream operations • Equipment modifications and other mechanical factors • Changing process factors – e.g. equipment fouling and catalyst conditions • Instrumentation and actuator issues and more … All “normal” variations can be captured by Random On-Off Testing…
Optimization – Requirements for Success • Sufficient Economic Opportunity • market demand; increased production is always the biggest benefit, by far • process equipment operating limits and rangeability – material and energy flows • operating permits • Sufficient Information • adequate data history, with sufficient resolution to reveal process dynamics and variability • current control system documentation – P&IDs • process operating descriptions • material and energy cost factors, product values, and other relevant financial information
Optimization – Requirements for Success • Motivated Personnel • management support at both plant and corporate level • capable plant engineering support for the study and project • plant person who will take “ownership” of the commissioned application • Adequate Equipment & Infrastructure • field instrumentation and actuators in good condition • solid regulatory control system in a capable DCS, properly tuned • information management system in place
Key Points to Remember ….. • There is significant money in performance optimization, with no capital investment.But… • Optimization programs should be qualified. • An optimization study is strongly recommended, to:* select the most important optimization targets* document the estimated benefits * establish management awareness & commitment* pursue optimization as efficiently as possible • Rigorous improvement evaluation requires defensible performance testing and tracking • Defensible performance testing requires careful planning, additional engineering, and a significant commitment.
Presentation overview • Positioning of this presentation • Introduction to variance • Process Variance and Optimization • Customer example of the importance of creating predictability – Rich Products • Invensys Quality Management offerings
Rich’s Overview • 100% family owned • $2.9 billion in annual sales • Supplier to the food service, in-store bakery, retail, club store andindustrialmarketplaces • Over 7,500 Associates selling more than 3,600 products in more than 100 countries
Toppings & Icings Pizza Value-Added Bakery Desserts Dough Enrobed Seafood Product Priorities Health & Wellness Convenience Indulgence
North America Locations 20 Plants 5 Distribution Centers
International Locations 11 Plants 7 Product Solution Centers 2 Distribution Companies Multiple Sales Offices
MLO - Background/Project Genesis • We had been pursuing a “Lean” approach to CI • Value Stream Mapping, Kaizen, etc. • Processes must be highly reliable/predictable for Lean to work! • Six Sigma approaches were too targeted, a more holistic • approach was needed to create a culture of CI. • Process Improvement Team (PIT) approach had very mixed results. • A highly engaged workforce, but we weren’t using them “from the neck up.” • “Stick-to-itiveness” and Sustainability of improvements was a huge problem. • The integrity and the usefulness of data was problematic. • We were a “heroics” culture – always wanting “home runs” - we needed to learn to see the value in “singles”.
“Kaizen” fit in perfectly with our “heroics” culture! However ………. SME: “Many, however, find that within six months to one year, work area performance has degraded, sometimes even to pre-event performance levels. Both consultants and industry leaders acknowledge that even in companies where events are generally successful, unsuccessful events (for example, few significant improvements were made, even initially) are not uncommon.” University of Massachusetts Study: “Managers in this study reported that between 30 and 50 percent of kaizen event improvements backslide.”
Data Capture • Tomorrow • Technology-enabled downtime data collection • Visual real time display of metrics • Standardized work • Action item management • Today • Paper-based • Manually intensive • Lacking accuracy • Not timely • Not actionable
Performance Improvement and Problem Solving • Tomorrow • Sound data • Analytics in place to prioritize • Root cause analysis tools • Today • Teams have limited data to work with • Data accuracy questionable • Little analysis available - Data mustbe manipulated
A Culture of Continuous Improvement • Today • Firefighting • Difficult to maintain focus • Difficulty maintaining improvements • Same issues resurfacing repeatedly • Tomorrow • Best demonstrated practices are documented • Action item management tools ensure accountability
Improvement Process Steps: • Scorecards developed (KPIs - Daily/Weekly/Monthly) • Performance Targets set (green/yellow/red) • TAP’s* are initiated when metrics are “red” or when RCA “triggers” are hit (~2 RCAs/week/plant) • Kbase software helps us to track metrics, manage actions, and conduct RCAs. * - TAP = Team Action Plans, RCA = Root Cause Analysis (“5 Whys”)
Presentation Overview • Positioning of this presentation • Introduction to variance • Process Variance and Optimization • Customer example of the importance of creating predictability – Rich Products • Invensys Quality Management offerings
Wonderware MES/Operations Management • Production execution and resource management • From a Quality management perspective generic MES Functions contribute to: • quality planning, control, assurance and improvement Inventory Certifications Labor Management Procedure Steps Specifications / Parameters Download Production Events Tracking Data Collection Bill of Materials Work Order Execution
Wonderware MES/Performance Management • Production equipment utilization and performance monitoring • OEE provides a high level KPI monitoring of asset utilization: • Computes quality as relative good/overall as one OEE equation factors OEE = availability* performance * quality • by equipment, Work Order, product and product class and shift/day/week… Overall Equipment Effectiveness (OEE) Equipment utilization – Downtime tracking Work Order Execution