Download
1 / 3
60 likes | 121 Views
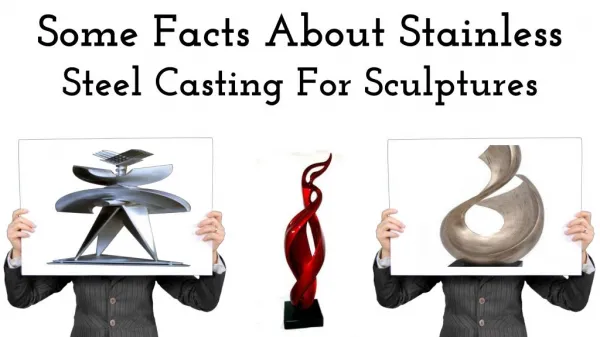
Eight factors causing the Air Holes Existing of Stainless Steel Casting

E N D
Eight factors causing the Air Holes Existing of Stainless Steel Casting It often occurs air holes in the process of stainless steel casting, which results much trouble for machining castings. The air holes come into being from separated airs which are kept in ingot casting during the process of liquid metal cooling and setting. Parfect stainless steel castings manufacturer lists and analyzes 8 major reasons as below: 1. The bad breathability or deficient negative pressure of coatings, bad breathability of filling sands make the air and residues in cavity can not release out in time and then form into air holes under pouring pressure. 2. The pouring rate is too slow to stuff the pouring cup so that the sprue exposes, with mixes air and easy to suck slag. So, it leads to wrapped and slag holes.
3. 4. Due to foam model gasification and scatter, massive gas and residues form can not be discharged from mould in time. The desiccation of foam, filling dry sands of coatings is not enough to leak out much hydrogen and oxygen, which intrude into castings and it is the vital reason of air holes problem. 5. Unreasonable pouring system makes pouring rate is faster than the rate of foam gasification and scatter, which results in the headmost liquid metal wraps the gasified residues and let it gasify again into separated black holes attached in inner wall soon later. 6. The sealing between pouring cup and sprue, pouring systems, especially for the former is not good for it easily to form sand inclusion and air holes. The phenomenon can be calculated and explained by Bernoulli’s equation. 7. Sand with too thin granularity, high dust loading and bad
breathability will block interior of negative pressure pipe and causes distortion of negative pressure, namely the negative pressure surrounding cavity is much lower than the indicated one, which makes gasified things can not discharged from coating and so come air holes or cockles. 8. Headmost pouring liquid metal can not let foam gasify sufficiently due to low temperature of pouring. The residues can not float up to the sprue, which solidify later and so come the air holes. 9. Bad deoxygenation of liquid steel, uncleanness of deslaggings kept in furnace stage and inner and pouring barrel, short cooling time, deficient slag prevention during pouring, unreasonable casting technology can also cause slag holes. More parfect casting companies news , welcome to visit website :casting-forgings.com to know more