Download
1 / 15
150 likes | 163 Views
Learn about the benefits of resistance seam cladding for linepipe, including faster production rates, cost savings, and improved weld quality. Discover how this innovative process can enhance your piping systems.

E N D
Resistance Seam Cladding September 13, 2011 David Workman Senior Engineer, Resistance and Solid-State Welding Email: dworkman@ewi.org Phone: 614.688.5244
Resistance Seam Cladding for Linepipe – Background • CRA pipe • 316 SS or High-Ni alloys • CRA is becoming critical • Gas applications with CO2 and Cl ions • Fluid applications with H2S • Abrasion resistance • Very expensive as a solid pipe • Clad CRA pipe • Reduced cost per foot of piping system • Steel substrate with 2- to 3-mm clad layer • CRA cladding methods are: • Roll bonding • Metallurigical bonded • 50% of market • Mechanical bond • Plastic deformation of CRA • 30% of market • Other clad processes: explosion and arc cladding
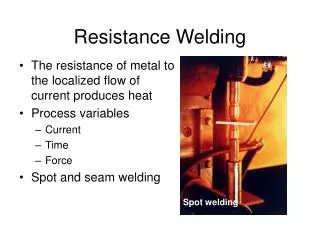
Why Resistance Seam Clad? • Shorter turn time (reduced WIP) • Faster production rate • Simple parts configuration • Flexibility to alter pipe or CRA on the fly • Lower cost $/per foot less than other metallurgical cladding processes (estimated $1150/foot at 150-mm diameter) • Comparatively low capital investment • Ability to use DOM pipe
Flat Plate Trials – EWI Project No. 51549GTO • Trials between flat steel plate and 1- to 3-mm CRA clads • Thermal analyses associated with the process evaluated • Clads showed up to 100% bonding • Surfaces were flat to within 100 μm • Improved thermal profiles seen with thinner clad layers • Shear test failed in base metal • Proof of concept established
Weld Quality when Applying CRAs to Steel Pipe with RSeWC • Full-face bonding observed during testing • Shear tests failed consistently in the clad • Adaptation to pipes showed better than 90% bonding • No dilution seen on the sectioned pipe samples • Tracking and surface quality being addressed by improved tooling
Metallographic Sections • Narrow fusion zone apparent between CRA and Pipe • Free of voids • Fusion zones overlap to create continuous welded interface
Process Adaptations to Round Pipe – EWI Project No. 52864IRD • Adaptation of deep reach seam welding system • 200-kVA transformer • Dedicated tooling for pipe positioning • Flood cooling integral to the process • Steel pipe ~10-mm wall × 350-mm diameter • Inconel 625 liner rolled from sheet stock ~2-mm thick • Process adapted to the deep reach welding frame • Lower speeds and currents
Water cooling to protect wheels Process adaptations for specific welding system Industrial level cleaning of pipe for joining Demonstrated overlays to create continuous attachments Minimal residual heat from the process Minimal disruption to clad surface Wheel designs to minimize disruption of external pipe surface Functionality of the Welding System
How is it Applied to Line Pipes? • DOM pipes can be used or welded pipes • Internal pig is used to transfer force and current through the pipe section without compromising pipe wall • Normal high current Resistance seam welder is used to drive the system • Systems can be ganged to run multiple heads simultaneously • 40-foot section very easily managed in production set-up
Why Does it Work? • The welding process is laid out to confine fusion zone to the CRA –Pipe ID interface • Proprietary surface preparation techniques • Resistance seam welding is an established process for joining similar material thickness parts • Solidification of fusion zone occurs under welding force applied by wheels to create sound microstructure • Process is self regulating • Welding force maintains fit-up between CRA and Pipe ID
State of Technology • Shown to meet or exceed user quality specifications for flat plate applications • Round pipe applications require significant equipment investment to reach quality level of flat plate trials • To date results are above required levels • Further improvements are expected with tooling enhancement • Cost analysis shows that the process is lower cost than competitive technologies
Questions? David Workman Senior Engineer, Resistance and Solid-State Welding Email: dworkman@ewi.org Phone: 614.688.5244