Download
1 / 65
680 likes | 892 Views
Oxyacetylene Welding / Cutting. The oxyacetylene welding process uses a combination of oxygen and acetylene gas to provide a high temperature flame. Oxyacetylene. Two gases that are mixed inside a torch to produce a flame that burn at a high temperature to weld or cut metal. Oxygen.

E N D
Oxyacetylene Welding / Cutting The oxyacetylene welding process uses a combination of oxygen and acetylene gas to provide a high temperature flame.
Oxyacetylene • Two gases that are mixed inside a torch to produce a flame that burn at a high temperature to weld or cut metal.
Oxygen • Compressed into specially constructed, seamless steel containers at 2200 psi. Used to in welding to aid for heat and in cutting to blast away metal. Right Handed Threads
Acetylene • Not found in a free state in nature, acetylene gas is stored at a pressure of 225 to 250 psi. with the aid of an acetone and calcium silicate filler. Used to aid in high heat and very flammable. Left Handed Threads
Regulators – Gauge on right is cylinder gauge. Gauge on left is working pressure gauge. Regulators perform two functions: • 1 – Reduces high cylinder pressure into low working pressure. • 2- Supplies a constant gas pressure at the torch even when the cylinder pressure has dropped.
Hoses are are fabricated from rubber Oxygen hoses are green in color and have right hand thread. Acetylene hoses are red in color with left hand thread. Left hand threads can be identified by a grove in the body of the nut and it may have “ACET” stamped on it Regulator Hoses – Attached to the regulators, allows the flow of gas from the regulators to the torch.
Flashback Arrestors • Allows gases to flow in only one direction and stop a flame caused by a flashback from flowing up the hose to the regulator.
Check valves allow gas flow in one direction only Flashback arrestors are designed to eliminate the possibility of an explosion at the cylinder. Combination Check/ Flashback Valves can be placed at the torch or regulator. Check Valves &Flashback Arrestors
Torch – Designed to use a welding tip, cutting tip, or a heating tip (rose bud).
A small welding torch, with throttle valves located at the front end of the handle. Ideally suited to sheet metal welding. Can be fitted with cutting attachment in place of the welding head shown. Welding torches of this general design are by far the most widely used. They will handle any oxyacetylene welding job, can be fitted with multiflame (Rosebud) heads for heating applications, and accommodate cutting attachments that will cut steel 6 in. thick. A full-size oxygen cutting torch which has all valves located in its rear body. Another style of cutting torch, with oxygen valves located at the front end of its handle. Typical torch styles
Caps Must be placed on bottles in storage or transport.
SAFETY! SAFETY! SAFETY! • Never use oil or other petroleum based products on oxyacetylene fitting or connections. • Never have the working pressure of acetylene above 15 psi. Acetylene is very unstable above 15 psi and high explosive.
SAFETY! SAFETY! SAFETY! • Never Stand in front of or behind a regulator when opening the cylinder valve. Always stand so that the cylinder is between you and the regulator. • DO NOT open acetylene cylinder valves more than 1 ½ turns, preferably ¾ turn. • Point Flame away from people, equipment, and any flammable materials. • If you detect a leak on any part of the oxyacetylene equipment, turn off all valves and tell the instructor.
Lighting the Torch • Adjust the gas regulators to the correct pressure for the size and type of tip to be used. • Hold the torch in one hand and the spark lighter (striker) in the other. Be sure the striker is away from the tip and not obstructing the flow of gas.
Lighting the Torch • Open the acetylene valve 1/8 to ¼ turn. Ignite the gas by sliding the flint across the bar on the striker. • Open the acetylene valve until little or no smoke is being produced. • Open the oxygen valve slowly until you produce a neutral flame.
Flames Neutral Flame Carburizing Flame Oxidizing Flame
Shutting the Torch Off • When finished, close the oxygen valve first, then the acetylene valve. If this is reversed, a “pop” may occur, which throws carbon soot back into the torch. • Never leave the torch unattended. Shut down a torch when positioning metal etc.
Oxygen Cylinders • Oxygen is stored within cylinders of various sizes and pressures ranging from 2000- 2640 PSI. (Pounds Per square inch) • Oxygen cylinders are forged from solid armor plate steel. No part of the cylinder may be less than 1/4” thick. • Cylinders are then tested to over 3,300 PSI using a (NDE) hydrostatic pressure test.
Cylinders are regularly re-tested using hydrostatic (NDE) while in service Cylinders are regularly chemically cleaned and annealed to relieve “jobsite” stresses created by handling . Oxygen Cylinders
Oxygen cylinders incorporate a thin metal “pressure safety disk” made from stainless steel and are designed to rupture prior to the cylinder becoming damaged by pressure. The cylinder valve should always be handled carefully Oxygen Cylinders
Acetylene Gas • Virtually all the acetylene distributed for welding and cutting use is created by allowing calcium carbide (a man made product) to react with water. • The nice thing about the calcium carbide method of producing acetylene is that it can be done on almost any scale desired. Placed in tightly-sealed cans, calcium carbide keeps indefinitely. For years, miners’ lamps produced acetylene by adding water, a drop at a time, to lumps of carbide. • Before acetylene in cylinders became available in almost every community of appreciable size produced their own gas from calcium carbide.
Acetylene Cylinders • Acetylene is stored in cylinders specially designed for this purpose only. • Acetylene is extremely unstable in its pure form at pressure above 15 PSI (Pounds per Square Inch) • Acetone is also present within the cylinder to stabilize the acetylene. • Acetylene cylinders should always be stored in the upright position to prevent the acetone form escaping thus causing the acetylene to become unstable.
Cylinders are filled with a very porous substance “monolithic filler” to help prevent large pockets of pure acetylene form forming Cylinders have safety (Fuse) plugs in the top and bottom designed to melt at 212° F (100 °C) Acetylene Cylinders
Acetylene cylinder shut off valves should only be opened 1/4 to 1/2 turn This will allow the cylinder to be closed quickly in case of fire. Cylinder valve wrenches should be left in place on cylinders that do not have a hand wheel. Acetylene Valves
Regulator Pressure Settings • The maximum safe working pressure for acetylene is 15 PSI !
Cylinder Transportation • Never transport cylinders without the safety caps in place • Never transport with the regulators in place • Never allow bottles to stand freely. Always chain them to a secure cart or some other object that cannot be toppled easily.
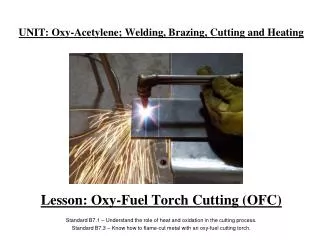
FLAME CUTTING • In an equal pressure torch, the gasses are mixed in the: • CUTTING TIP
FLAME CUTTING • The factors the determine the AMOUNT OF PREHEAT FLAME & the SIZE OF THE PREHEAT HOLES are: • METAL THICKNESS
FLAME CUTTING • Diagnosis: Perfect Cut • Diagnosis: Dirty Tip / Too Fast • Diagnosis: Too Slow
Oxyacetylene Welding & Brazing • Carbon Dioxide
Oxyacetylene Welding & Brazing • Factors that affect the weld when gas welding are: • Torch Tip Size • Torch Angle • Welding Rod Size • Torch Manipulations
Oxyacetylene Welding & Brazing • The primary flame is blue in color and HEATS the base metal while the secondary flame is yellowish in color. • The Secondary Flames function is to produce carbon-dioxide to protect the welding puddle from and impurities.
Oxyacetylene Welding & Brazing • Ideal working angle for the welding torch is 45 degrees • As this angle increases toward zero or flat, the rate of heating DECREASES. • As this angle decreases toward 90, or vertical, the rate of heating INCREASES.
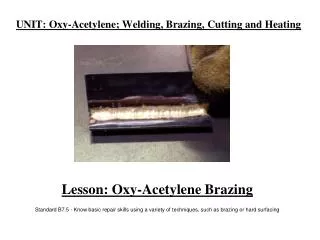
Oxyacetylene Welding & Brazing • An increase of sparks coming from the molten puddle is an indicator that: • RAPID BURNING OF THE METAL which creates a crater or hole. • Brazing uses capillary action to flow brazing material. A good example of this is the force that pulls water up into a paper towel.
Advantages of Brazing over Welding • Low temperature • Permanently or temperately join metal • Join dissimilar metals • Speed • Less chance of damaging parts • Use as a preassemble • Slow rate of cooling and heating (warp-age) • Join metals of varying thickness
Oxyacetylene Welding & Brazing • The most popular brazing alloys are a mixture of: • Copper • Zinc
Indicators that you screwed up when brazing: • Red glow in the molten pool • White Smoke!!! • Purpose of the flux: • Removes oxides • Aid in capillary action • MAKES YOUR LIFE EASIER!!
Controlling the size of the bead: • Travel Speed • Temperature • Amount of rod used
TORCH SET-UP & TAKE-DOWN • PAY ATTENTION & WRITE DOWN THE STEPS
Typical startup procedures • Verify that equipment visually appears safe IE: Hose condition, visibility of gauges • Clean torch orifices with a “tip cleaners” (a small wire gauge file set used to clean slag and dirt form the torch tip) • Crack (or open) cylinder valves slightly allowing pressure to enter the regulators slowly • Opening the cylinder valve quickly will “Slam” the regulator and will cause failure.
Typical startup procedures • Never stand directly in the path of a regulator when opening the cylinder • Check for leaks using by listening for “Hissing” or by using a soapy “Bubble” solution • Adjust the regulators to the correct operating pressure • Slightly open and close the Oxygen and Acetylene valves at the torch head to purge any atmosphere from the system.
Typical startup procedures • Always use a flint and steel spark lighter to light the oxygen acetylene flame. • Never use a butane lighter to light the flame
Flame Settings • There are three distinct types of oxy-acetylene flames, usually termed: • Neutral • Carburizing (or “excess acetylene”) • Oxidizing (or “excess oxygen” ) • The type of flame produced depends upon the ratio of oxygen to acetylene in the gas mixture which leaves the torch tip.
Flame definition • The neutral flame (Fig. 4-1) is produced when the ratio of oxygen to acetylene, in the mixture leaving the torch, is almost exactly one-to-one. It’s termed ”neutral” because it will usually have no chemical effect on the metal being welded. It will not oxidize the weld metal; it will not cause an increase in the carbon content of the weld metal. • The excess acetylene flame (Fig. 4-2), as its name implies, is created when the proportion of acetylene in the mixture is higher than that required to produce the neutral flame. Used on steel, it will cause an increase in the carbon content of the weld metal. • The oxidizing flame (Fig. 4-3) results from burning a mixture which contains more oxygen than required for a neutral flame. It will oxidize or ”burn” some of the metal being welded.
Quiz time • The regulator diaphragm is often made from _______? A: reinforced rubber B: malleable iron C: tempered aluminum D: stainless steel