Download
1 / 25

E N D
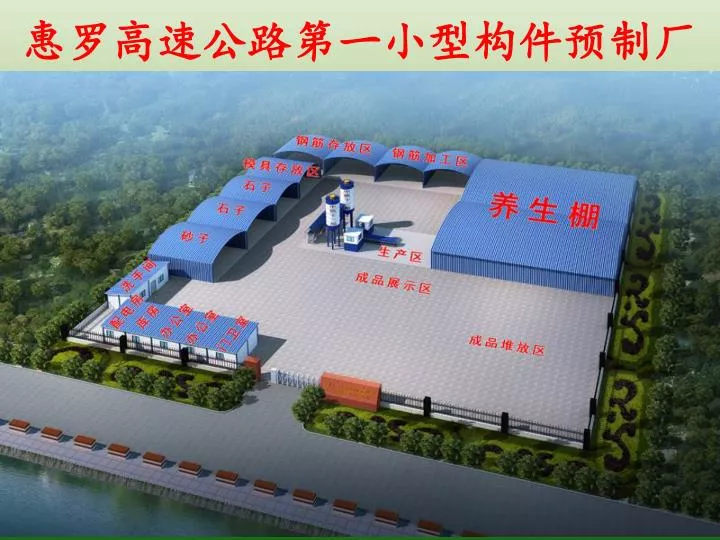
银川至龙邦国家高速公路贵州境惠水至罗甸(黔桂界) Ⅰ号小型构件预制厂简介惠水至罗甸高速公路Ⅰ号小型构件预制厂位于第一合同段好花红互通收费站管理中心内,占地约4000m2,采用工厂化建设布局模式,场区内设置了砂石料存放区、混凝土拌拌合区、钢筋原材料存放加工区、养生区、模具清洗区、成品存放区、样品展示区、办公区等功能模板,每个区挂牌标识,形成管理、生产、养护一条线。 预制区内设置专门的拌合站、自动送料机及配套输送装置、养生大棚内设置了自动喷淋养生系统、钢筋加工区配备了小型预制构件钢筋网制作模具。本预制场日均最大生产能达800~1000块。 绿化区 成品堆放区
成品展示区 养生棚 模具清洗区 生产区
根据业主安排,该厂主要生产惠罗高速K0+000~K58+400段内的边沟盖板、排水沟盖板、隧道电缆沟盖板、中央分隔带道牙、中央排水沟盖板、路缘石等,预制混凝土约为15000m3。 惠罗高速Ⅰ号小型预制构件厂的建成,标志着贵州高速公路建设有了自己的标准化的小型构件预制厂,是贵州高速建设一道亮丽风景线,也是贵州高速公路集团有限公司、惠罗高速项目建设办、惠罗高速第一合同段全面贯彻落实贵州交通运输厅、贵州质监局相关文件精神的具体体现。该厂从规划、设计、建成、试生产仅用18天时间(2013年11月10日至11月28日),体现了惠罗项目管理反映迅速、组织有序、措施有力,特别能吃苦、特别能战斗,得到贵州交通运输厅、质监局的高度赞扬,得到同行的肯定。具体措施如下: 根据业主安排,该厂主要生产惠罗高速K0+000~K58+400段内的边沟盖板、排水沟盖板、隧道电缆沟盖板、中央分隔带道牙、中央排水沟盖板、路缘石等,预制混凝土约为15000m3。 惠罗高速Ⅰ号小型预制构件厂的建成,标志着贵州高速公路建设有了自己的标准化的小型构件预制厂,是贵州高速建设一道亮丽风景线,也是贵州高速公路集团有限公司、惠罗高速项目建设办、惠罗高速第一合同段全面贯彻落实贵州交通运输厅、贵州质监局相关文件精神的具体体现。该厂从规划、设计、建成、试生产仅用18天时间(2013年11月10日至11月28日),体现了惠罗项目管理反映迅速、组织有序、措施有力,特别能吃苦、特别能战斗,得到贵州交通运输厅、质监局的高度赞扬,得到同行的肯定。具体措施如下:
一、领导重视: (一)、贵州省交通运输厅书记、厅长陈志刚亲自安排布置,质监局总工程师杨黔江多次现场作技术指导、解决问题、提出很多建设性宝贵意见,贵州高速公路集团有限公司主要领导作指示:要求惠罗高速公路项目建设办全力抓好此项工作,项目建设办书记、主任、总监理工程师旷光洪亲自安排部署,并指派项目建设办副主任、副总监理工程师徐应禄亲自蹲守现场督促,通过参建各方共同努力,18天圆满完成了惠罗高速公路Ⅰ号小型预制构件厂任务。一、领导重视: (一)、贵州省交通运输厅书记、厅长陈志刚亲自安排布置,质监局总工程师杨黔江多次现场作技术指导、解决问题、提出很多建设性宝贵意见,贵州高速公路集团有限公司主要领导作指示:要求惠罗高速公路项目建设办全力抓好此项工作,项目建设办书记、主任、总监理工程师旷光洪亲自安排部署,并指派项目建设办副主任、副总监理工程师徐应禄亲自蹲守现场督促,通过参建各方共同努力,18天圆满完成了惠罗高速公路Ⅰ号小型预制构件厂任务。 贵州省交通运输厅书记、厅长 质量监督局局长许湘华现场指导 陈志刚亲临现场检查指导
质量监督局总工杨黔江现场指导 质量监督局总工杨黔江现场规划指导 项目建设办书记、主任、总监理 项目建设办副主任、 副总监理工程 工程师旷光洪现场指导 徐应禄亲自蹲守现场督促
(二)、惠罗高速公路第一合同段(中铁十一局集团有限公司)中标法人主要领导大力支持,立即指派专人现场蹲守,并立即成立以项目经理为组长的工作组,下分方案小组、现场小组、技术小组、物资保障小组、后勤保障小组。统一思想、迅速组织24小时作业,比原计划提前两天圆满完成了任务。 (二)、惠罗高速公路第一合同段(中铁十一局集团有限公司)中标法人主要领导大力支持,立即指派专人现场蹲守,并立即成立以项目经理为组长的工作组,下分方案小组、现场小组、技术小组、物资保障小组、后勤保障小组。统一思想、迅速组织24小时作业,比原计划提前两天圆满完成了任务。 高程控制 水平控制
场地硬化 加班加点 生产线安装完成 试生产成功
二、实施方案: (一)、因地制宜,根据项目建设具体情况及所建设的小型构件预制厂生产规模,合理选址,力求不浪费,尽量选择管理中心服务区、停车区、互通区等场地,减少场平措施费、征地拆迁等费用。二、实施方案: (一)、因地制宜,根据项目建设具体情况及所建设的小型构件预制厂生产规模,合理选址,力求不浪费,尽量选择管理中心服务区、停车区、互通区等场地,减少场平措施费、征地拆迁等费用。 惠罗高速公路I号小型构件预制厂
(二)、节约资源、环保达标。本厂养生用水考虑循环利用,在厂外修建了三级沉淀池,实现了水资源重复利用,保护了预制厂周边环境。 (二)、节约资源、环保达标。本厂养生用水考虑循环利用,在厂外修建了三级沉淀池,实现了水资源重复利用,保护了预制厂周边环境。 循环养生池 三级沉淀池
(三)、取长补短、完善提高。在规划、设计方案时,项目经理部派出工程技术员分别赴小型预制实施较好的陕西西安、江苏南京实地考察,吸取他们成功的经验,回来后多次组织召开了方案讨论会,因地制宜,制定方案、改进和完善不足之处,如:预制厂边沟盖板比较重(每一块重约185公斤),安装时比较困难,在具体施工时的标高、平面成型难以控制,最终确定预制L型块来调整标高及平面成型,L型块安装好后直接把边沟盖板盖上即可,达到了预期效果。 小型构件预制厂筹备会
三、施工工艺 (一)、施工准备 (1)技术准备 编制施工组织设计,施工前对施工人员进行全面技术、操作、安全交底,确保施工过程的工程质量及人生安全。三、施工工艺 (一)、施工准备 (1)技术准备 编制施工组织设计,施工前对施工人员进行全面技术、操作、安全交底,确保施工过程的工程质量及人生安全。 小型构件预制厂方案商讨会
(2)机具准备 JSF500双轴搅拌机 装载机 钢筋加工摸具 流水作业生产线
四、质量控制要点 (一)、混凝土拌制要点 (1)各类原材料的选择严格按照设计、规范要求标准进行,进场原材料必须进行检测,合格后才允许使用。 (2)、按设计和规范要求进行混凝土配合比设计,配合比砂率根据砂的细度模数进行取值,宜控制在46%~50%。 (3)混凝土配合比如下:四、质量控制要点 (一)、混凝土拌制要点 (1)各类原材料的选择严格按照设计、规范要求标准进行,进场原材料必须进行检测,合格后才允许使用。 (2)、按设计和规范要求进行混凝土配合比设计,配合比砂率根据砂的细度模数进行取值,宜控制在46%~50%。 (3)混凝土配合比如下:
(4)混凝土采用强制式拌合机,各种原材料的用量严格按照配合比要求进重。各类原材料的允许偏差应严格控制:水泥±1%,粗、细集料±2%,水±1%。 (4)混凝土采用强制式拌合机,各种原材料的用量严格按照配合比要求进重。各类原材料的允许偏差应严格控制:水泥±1%,粗、细集料±2%,水±1%。 砂石料区 配料机
(5)控制好混凝土的拌合时间,坍落度控制在5~7cm。生产区紧靠拌和站的出料口,将拌和好的砼经储料盘直接进行入模浇筑。 (5)控制好混凝土的拌合时间,坍落度控制在5~7cm。生产区紧靠拌和站的出料口,将拌和好的砼经储料盘直接进行入模浇筑。 混泥土拌合、生产区 小型构件养生区
(二)、模具清洗控制要点 (1)将使用过的模具采用平板车托运至清洗池处。 模具托运 模具清洗区
(2)采用流水作业,第一个池子盛放10%~15%的稀盐酸溶液,先将模具浸泡5~10分钟。 (3)在第二个盛放清水的池子内将从第一个稀盐酸溶液池子清过的模具采用清水清洗一遍之后晾干。 (4)把清洗干净的模具晾晒干之后再涂刷脱模剂。 (三)、混凝土浇筑控制要点 (1)混凝土入模前,必须保证模具涂刷好脱模剂,涂刷均匀。 (2)用专制控制钢筋混凝土保护层工具实现钢筋混凝土保护层。 喷涂脱模剂 专用控制保护层工具
(3)混凝土振动要均匀,振动时间要充分,保证模具内混凝土的气泡完全散尽、混凝土表面平整。 (4)振动完成后,将预制件利用电动平板车运至养生棚内摆放整齐,人工利用铁抹子收面,确保顶面平整、均匀,边角整齐。 (3)混凝土振动要均匀,振动时间要充分,保证模具内混凝土的气泡完全散尽、混凝土表面平整。 (4)振动完成后,将预制件利用电动平板车运至养生棚内摆放整齐,人工利用铁抹子收面,确保顶面平整、均匀,边角整齐。 向模具内加混凝土 振动台振动
(5)收面完成后,待混凝土终凝后开始喷淋养生。(5)收面完成后,待混凝土终凝后开始喷淋养生。 人工铁抹子收面 人工叉车运送预制件
(四)、小型构件养护控制要点 (1)供水系统:首先做好80m³大小的主水池,在养护室中间及四周做好排水沟,排水沟下游设25m³大小的三级沉淀池。沉淀池安装水泵与主水池连接形成一个水路循环,这样既节省了水资源又环保。 (2)喷淋系统:在养护室安装支路水管和旋转式喷头,喷头间距控制在2m左右。每个喷水口安装三分叉喷嘴,使得喷淋范围更大,且杜绝了喷淋盲区。 (3)待砼强度达到设计强度的75%后,进行拆模,拆模后继续进行喷淋养生,总养生时间不少于7天。 养生排水系统 喷淋养生
(五)、小型构件拆模控制要点 (1)将浇筑好的混凝土构件放置在养生大棚内,待砼强度达到设计强度的75%后,开始脱模。 (2)将未脱模的预制构件翻转过来,使用震动脱模设备进行脱模。五、成品存放与检验 (一)、成品存放 刚拆模的成品需在晾晒场地养护一定时间后方可移至成品堆放区,成品经打包之后堆放整齐,并设有醒目的标示牌,垛高不超过1.6m。 (五)、小型构件拆模控制要点 (1)将浇筑好的混凝土构件放置在养生大棚内,待砼强度达到设计强度的75%后,开始脱模。 (2)将未脱模的预制构件翻转过来,使用震动脱模设备进行脱模。五、成品存放与检验 (一)、成品存放 刚拆模的成品需在晾晒场地养护一定时间后方可移至成品堆放区,成品经打包之后堆放整齐,并设有醒目的标示牌,垛高不超过1.6m。 成品打包 成品堆放
(二)、成品检验 每一工班生产的构件按照规范要求,抽取足够数量试件送至试验室,标准养生至28天。由试验室进行抗压试验,合格后方用于施工现场。 标养室
