Download
1 / 22
220 likes | 741 Views
1-4. 조 직. 인원현황. 3 명. 구매영업. 남. 여. 계. 고객만족. 4 명. 품질보증. 36. 4. 40 명. 대 표 이 사. 공 장 장. 직접. 간접. 계. 제 조. 생 산 부. 27 명. 27. 13. 40 명. 관 리 부. 3 명. 외국인 : 7 명. 경영지원. 평균연령. 평균근속. 연구개발. 3 명. 30 세. 3 년. 1. 지도업체 개요. 1-2. 연 혁. 1-1. 선정배경.

E N D
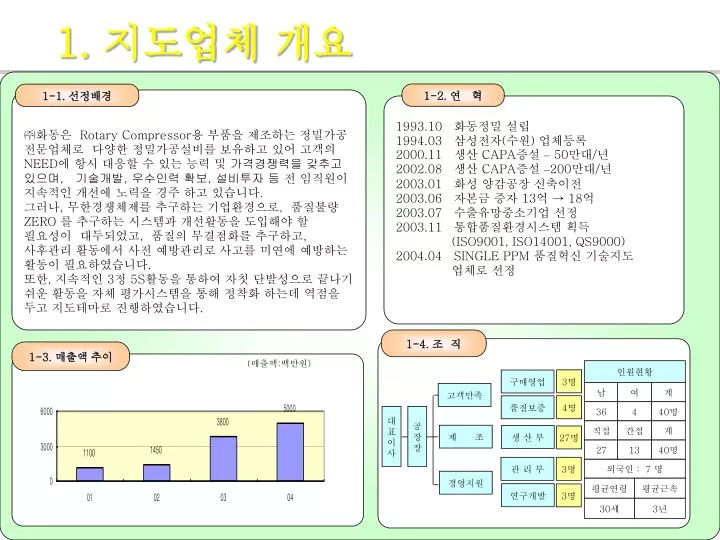
1-4. 조 직 인원현황 3명 구매영업 남 여 계 고객만족 4명 품질보증 36 4 40명 대 표 이 사 공 장 장 직접 간접 계 제 조 생 산 부 27명 27 13 40명 관 리 부 3명 외국인 : 7 명 경영지원 평균연령 평균근속 연구개발 3명 30세 3년 1. 지도업체 개요 1-2. 연 혁 1-1. 선정배경 ㈜화동은 Rotary Compressor용 부품을 제조하는 정밀가공 전문업체로 다양한 정밀가공설비를 보유하고 있어 고객의 NEED에 항시 대응할 수 있는 능력 및 가격경쟁력을 갖추고 있으며, 기술개발, 우수인력 확보, 설비투자 등 전 임직원이 지속적인 개선에 노력을 경주 하고 있습니다. 그러나, 무한경쟁체제를 추구하는 기업환경으로, 품질불량 ZERO 를 추구하는 시스템과 개선활동을 도입해야 할 필요성이 대두되었고, 품질의 무결점화를 추구하고, 사후관리 활동에서 사전 예방관리로 사고를 미연에 예방하는 활동이 필요하였습니다. 또한, 지속적인 3정 5S활동을 통하여 자칫 단발성으로 끝나기 쉬운 활동을 자체 평가시스템을 통해 정착화 하는데 역점을 두고 지도테마로 진행하였습니다. 1993.10 화동정밀 설립 1994.03 삼성전자(수원) 업체등록 2000.11 생산 CAPA증설 – 50만대/년 2002.08 생산 CAPA증설 –200만대/년 2003.01 화성 양감공장 신축이전 2003.06 자본금 증자 13억 → 18억 2003.07 수출유망중소기업 선정 2003.11 통합품질환경시스템 획득 (ISO9001, ISO14001, QS9000) 2004.04 SINGLE PPM 품질혁신 기술지도 업체로 선정 1-3. 매출액 추이 (매출액:백만원)
1.1 대상제품 및 제조공정 S I P O C • NVF • 태화금속 원자재입고 • INVOICE(송장) • 내부고객 • - 구매담당자 • - 품질당당자 • - 생산담당자 • - 개발담당자 • 외부고객 • - 삼성전자 R/C • 발주서(P/O) 수입검사 • 작업지시서 • 한도기준서 • 설비점검 • 기준서 • QC 공정도 • 검사기준서 • 작업표준서 • 검사성적서 선삭가공(CNC & MCT) • 생산일보 • 검사성적서(완제품) 출하검사 • 거래명세표 • 완제품 연삭가공 LEAK 불량 BOLT 조립 (LEAK TEST) 고객공정 COMP조립
2. 일자별 지도내용(1일차) 3-1. 1 일차 - SINGLE PPM 추진 목적 파악 - 공정진단 및 품질현황 파악 - 추진방향 1) SINGLE PPM 기술지도 목적 - SINGLE PPM활동을 통하여 회사의 품질 및 원가 경쟁력 확보 - SINGLE PPM 품질혁신 인증 달성 2) 공정진단 - 회사 업무 시스템은 ISO 9001/14001/QS 9000 인증을 이미 취득하여, 회사전반에 적용되어 활용하고 있음. 단, 시스템이 요구하는 요구사항들의 실행상태는 여의치 않을 것으로 판단됨. - 회사 전반에 대한 관리부분은 지속적인 유지관리가 미흡.(청결) - 조직적인 개선활동이 미흡함.(전부서 참여 활동 및 유지관리) - 설비종합효율관리는 하고 있으나, 측정치가 불합리함.(100%이상) 3) 품질현황 파악 - 고객 공정불량률이 1월 524PPM2월 48PPM3월 327PPM 4월 389PPM 상태로 300~500PPM 수준임. - 동일가공업체 중에서는 가장 품질수준이 우수함, - 기포불량은 원자재 불량으로 귀책사유에 대해 불분명함. 4) 추진방향 - 품질경쟁력은 동종업체에 비해 우수하나, 품질DATA자체는 100PPM 수준에 미달되므로, 품질개선활동을 선행하여 추진. - SINGLE PPM인증에 필요한 미흡한 관리 추진(교육,품질비용관리,5S..) 고객공정불량수준 389ppm 화동 A사 1735ppm 성창 B사 544ppm 신성 1016ppm C사 태화
2. 일자별 지도내용(2일차) • 3-2. 2일차 • SINGLE PPM 품질혁신 조직구성 및 업무분장 실시 • 품질PROJECT수행: 고객불만 및 내부불만점을 감안하여 LEAK불량개선을 개선테마로 도출함. Single PPM 품질혁신조직도 추 진 위 원 장 (대 표 이 사) 내부고객(구매,품질,생산) 외부고객(시스템가전 R/C사업팀) 추 진 본 부 장 ( 도 병 록 상무 ) • 조립라인의 회송불량 증가 • 잦은 LEAK로인한 고객불만 증가 • 생산성 저하 • LOT성 라인유실 가능성잠재 • 원인불명 Loss • (기타불량으로 분류) • 회송불량 증가 • 원인불명으로 개선의지 • 부족 • 재작업(수리작업)증가 • 유효성검증의 어려움 추 진 사 무 국 ( 김 종 태 차장 ) CCR (Critical Customer Req.) 고객만족팀(영업팀) ( 이 혜 룡 대리) 공정개선팀(제조팀) ( 신 종 호 대리 ) 관리혁신팀(총무팀) ( 김 민 정 사원 ) 품질혁신팀(QC팀) ( 이 혜 권 주임 ) LEAK불량의 원인규명 및 X’s 개선 및 관리로 회송불량 50ppm 달성 및 고객만족 달성 Single PPM 업무분장 구 분 담 당 역 할 및 업 무 비 고 추진위원장 대표이사 ㆍSingle PPM 추진정책 및 방침결정 ㆍ추진 활동의 실적 평가에 대한 승인 추진본부장 총괄이사 ㆍ개선활동 지휘 감독 ㆍ추진성과 검토 및 책임 감사 활동 추진 간사 품질관리부서장 ㆍSingle PPM 추진방침과 계획수립 ㆍ개선추진업무 종합 및 FOLLOW UP ㆍ회의체 주관 추진 LEADER 각 실행위원 각 관련팀장 ㆍ부분별 개선실시 및 보완 ㆍ회의재 참석 추진위원 CTQ : LEAK 불량개선 ※ 조직의 팀장 및 인원은 차후 유동 될 수도 있음. - 각 조직원은 Single PPM 품질혁신 추진사외교육을 이수하거나 이에 상응하는 교육 훈련을 받는다.
2. 일자별 지도내용(3일차) • 3-3. 3일차 • 품질개선 PROJECT 수행: 불량항목 선정을 위해 고객으로부터 반품회송 되고 있는 제품의 불량유형분석 • (파레토도 활용) 및 개선활동측면에서 가장 시급하고 중요한 개선항목이 무엇인지 선정 매트릭스를 통하여 평가항목별 가중치에 따라 평가하여 LEAK불량개선을 테마로 선정함. 범례 : 중요(5점), 보통(3점), 미약(1점) LEAK불량이61.9%점유 LEAK 불량개선이 종합점수 245점으로 최우선 과제임
2. 일자별 지도내용(4일차) • 3-4. 4일차 • 품질PROJECT수행: 측정분석시스템 실시를 통하여 개선활동전 측정 Data의 신뢰도를 확보하였음. 측정시스템을 신뢰할 수 없다면 개선전,후의 결과치도 신뢰할 수가 없기 때문에 실시한 결과 양호한 것으로 판명되었음. 종합적으로 보아 비용/중요성을 고려할때, 측정시스템은 양호%Contribution = 4.83, %R&R= 21.97 Number of Distinct Categories = 6 Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R 230.2 4.83 Repeatability 228.1 4.78 Reproducibility 2.1 0.04 OPERATOR 2.1 0.04 Part-To-Part 4540.9 95.17 Total Variation 4771.1 100.00 StdDev Study Var %Study Var Source (SD) (5.15*SD) (%SV) Total Gage R&R 15.1725 78.13821.97 Repeatability 15.1026 77.779 21.86 Reproducibility 1.4545 7.491 2.11 OPERATOR 1.4545 7.491 2.11 Part-To-Part 67.3861 347.038 97.56 Total Variation 69.0731 355.726 100.00 Number of Distinct Categories = 6 측정시스템에 의한 변동(%Contribution)은 4.83%, 부품간의 차이에 의한 변동이 95.17%이다. 또 반복성의 산포(4.78)가 재현성의 산포(0.04)보다 크므로 작업자간의 차이보다 측정설비에 의한 차이가 있다. %R&R 즉, %Study Var은 21.97%>10% 변별범주의 수가 6<10으로 각각 기준치를 만족하지는 않지만 공정능력평가 기준에서 비용 및 중요성을 고려할 경우 측정능력은 양호하다고 판단
MACHINE METHOD 안착불량 Arbor Torque 안착불량 Sett’g miss V/S R부 떨림 Regrinding Form ToolRegrindig 단차불량 Tool Size 초도품검증미실시 고정관념 Tool Life Boss부 간섭 측정오류 E/M R V/S R부 조도 상한치로 관리 교환주기 미준수 마모 Torque RPM Sett’g miss LEAK 불량 E/MILLl 깨짐 Regrinding 품질Check 안됨 Valve방향성 교육부족 Valve 평탄도 작업자 조작미숙 고무Ring 투영기 육안검사 관리 Valve 조립공정 수입검사 작업환경 Chip(이물) 판정의 불명확 숙련도(Skill) Dust 부품불량 오조립 R부 찍힘 조립 Torque 조도(Ra) 검출력 MSA 미실시 Jig pin찍힘 R부 찍힘 안착불량 측정기활용미흡 세척상태 바스켓 고정관념 측정기준의미정립 Aging시간 취급부주의 이동간찍힘 MEAS’ 고객공정 MAN 2. 일자별 지도내용(5일차) • 3-5. 5일차 • 품질PROJECT수행: 4M 및 고객공정별로 LEAK불량과 관련된 원인을 분석하여, 특성요인도를 작성함. • 특히, LEAK불량은 고객공정에서 조립후 발생하기 때문에 고객공정 측면을 포함하여 분석하였음.
2. 일자별 지도내용(6일차) • 3-6. 6일차 • 품질PROJECT수행: 특성요인도 / X-Y METRIX / FMEA등의 분석을 통해 나온 주요원인을 선정하였으며, 각각 원인에 대한 결과물인 LEAK불량에 직접적인 참원인인가를 검증하기 위하여, 검증계획을 수립하였으며, 검증결과 영향을 미치는 원인들을 최종적으로 선정하였음. 원인검증계획 원인검증결과
단차 SPEC은, 0.05~0.1 Factor : X1(V/S 단차) Improvement 1. Object : 단차 중심치 이동으로 공정능력 향상 Cpk 0.36 0.70 Cpk Ppk 0.33 0.70 Ppk Sigma Level 2.48 3.60 Sigma Level 2. 일자별 지도내용(7~10일차) • 3-7. 7일차, 8일차, 9일차,10일차 • 품질PROJECT수행: 원인분석에 따른 개선안을 도출하여 실시함. V/S 단차 관리방법 개선 전/후의 공정능력 비교 개 선 후 개 선 전 결 론 : 단차 중심치이동 및 OJT교육을 통해 공정능력(Cpk) 0.34 향상 및 LEAK영향 최소화
Cause Alternative Remedial Action Criteria For Selection Selection 2. 일자별 지도내용 (7~10일차) Improvement 2. Factor : X3 = V/S R부 떨림 Object : Form Tool(일체형) 개선 STEP 1. Form Tool Size(Ø) 변경으로 Boss부 간섭 제거 ☞ Form Tool 외경과 Boss외경과의 거리가약 0.3mm로 가공시간섭으로 떨림발생 Form Tool 외경(Ø21.0) 원자재 토출부 Size DWG’ : Ø15.0 ACT’L: Ø17.0
PPM 1,107 144 PPM Sigma Level 4.56 5.13 Sigma Level 2. 일자별 지도내용 (7~10일차) STEP 2. 작업방법 변경 및 Regrinding Tool 입고시 초도품검증 후 양산적용 Cause Alternative Remedial Action Criteria For Selection Selection 유효성 ◎ Tool 교체시Holder내부의 Chip에 인한 장착불량으로 가공시 미세한 떨림 발생 Tool 교체시,Air Blowing 후 장착 ☞ 작업기준서 개정 V/S R부 떨림불량 개선 전/후의 공정능력 비교 개 선 후 개 선 전 효율성 ◎ Regrinding Tool입고시,MCT에서 SPL(1EA)가공 후 떨림 유.무를 판정하여 양산에적용 ☞ 수입검사 기준서 개정 Regrinding Tool입고시, 육안검사만 실시 후 양산에 적용
2. 일자별 지도내용 (7~10일차) Improvement 3. Factor : X4 = V/S R부 찍힘 Object :Process (협력업체 및 USER 공정) 상의 찍힘 원인을 제거 STEP 1. OP40의 JIG PIN 수정으로 찍힘유발 인자를 제거(협력업체 공정) Cause Alternative Remedial Action Criteria For Selection Selection 효율성 ◎ 44F Turning(CNC) 48F Rotaiting(MCT) 문제공정 Turning(CNC) FinalInspection 55F T/F 전모델의 Jig Pin의 길이(1~2mm) 조정 및Pin 끝단부 연마작업 실시 Jig Pin의 길이 및 Sharp한 형상으로 인해 Jig 장착시 V/S R부에 찍힘발생
PPM 592 198 PPM Sigma Level 4.74 5.04 Sigma Level 2. 일자별 지도내용 (7~10일차) STEP 2. 연삭 후 바스켓 적재시 표준작업 교육(고객공정) Cause Alternative Remedial Action Criteria For Selection Selection 유효성 ◎ [작업방법 변경] 1. Basket 적재시 바닥에 닿도록 사원교육 - 바닥에 닿도록 담을 時 V/S 부 닿지 않음 2. 각 공정간 Basket 취급시 심한 충격을 주지 않도록 사원교육 V/S R부 찍힘불량 개선 전/후의 공정능력 비교 개 선 후(data 수집기간: 2004.5.18~6.17) 개 선 전(data 수집기간: 2004.4.1~4.30) 가공 Line 세척공정 Basket에 담을시 바스켓 눌림에 의한 R부 눌림으로 Leak 발생 투입공정
2. 일자별 지도내용(11~13일차) 3-8. 11일차/12일차/13일차 . 3정 5S 활동 전개 : 1) 정리활동 사용하는 것과 사용하지 않는 것과의 분류 사용하지않는 물품의 불용품,페기 분류 처리기준에 따른 처리 / 사용물품은 자주사용하는 것과 가끔 사용하는 것을 분류하여 보관 위치를 결정한다. (자주 사용하는것은 업무영역 가까이 보관) 2) 정돈활동 사용물품은 3정(정품,정량,정위치) 방법에 따라 정돈을 한다. 정돈활동이 잘되어야 누구라도 알기쉽고, 찾기 쉽고, 되돌리기 쉬운 공정관리가 될수있음. 3) 청소활동 : 청소구역 설정에 따른 주기적 청소 실시 전사적 활동 4) 청결활동 : 깨끗함의 유지 먼지 하나라도 결함의 원인이 될수있음. 5) 습관화 : 점검 및 평가를 통한 습관화 유도. 개선전: 컨테이너(창고) 정리상태 개선후: 용품과 불용품을 정리 정리
2. 일자별 지도내용 (11~13일차) 개선 전: 공장내 혼잡한 Air Line 개선 전: 오븐이 chip통위에 불안정 ☞ 3정5S활동 게시판 운영 정돈 정돈 개선 후: 결속 정돈된 Air Line 개선 후: 다이제작 후 안착된 오븐
2. 일자별 지도내용 (11~13일차) 개선 전: 기포검출 기준 불명확 개선 전: 주물투입구 작업상황 품질개선 작업개선 개선 후: 기포한도 기준 표준화 개선 후: 작업다이 제작 활용
2. 일자별 지도내용(14일차) 3-9. 14 일차 . SINGLE PPM 심사 체크리스트 대비 문제점 보완 사항 지적 1) 경영지표관리 실시 : 순이익률, 부채비율, 1인당 부가가치생산성 2) 품질비용 관리시 매출액 대비 점유율관리를 안하고 있음. 3) 교육 실적 : 대표이사,추진담당자,추진요원 SINGLE PPM 교육수료 완료함. 사내교육 실적 취합관리로 1인당 교육시간 관리가 필요함. 4) 내부심사시 SINGLE PPM 체크항목을 추가하여 통합 실시하는 것이 바람직함. 5) 종업원 만족도에 대한 PDCA관리 필요. 6) 경영자의 SINGLE PPM관련 행사, 세미나 참여 필요. 7) 제안 활동 활성화가 필요 8) 생산성 지표는 설비종합효율로 관리하고 있으나 여러설비가 라인형태로 구성되어 있어 설비종합효율보다는 공정간 바란스율 관리가 필요함. 설비종합효율은 개개의 설비별로 관리 적용하여야 함. 예 ) A LINE 바란스효율(%)= (∑CT / (NECT CT× 공정수)) ×100 = ((32+32+40+20+28)/40×5) ×100= 76%
2. 일자별 지도내용(15일차) 3-10. SINGLE PPM 활동 준비(15일차) . SINGLE PPM 인증신청 서류 준비 방법 교육 1) 인증신청서 , 인증추천서, SINGLE PPM 추진현황, 추진사례 작성 : 6개월간 불량DATA (공정불량률/최종검사 불량률/ 고객불량률) 및 인증품목의 매출액 대비 5%이상 필히 확인 2) 인증신청서류 모기업제출 및 추천확인 SINGLE PPM 추진본부 제출 . SINGLE PPM 기술지도 종합보고서 작성 1)사업성과 지표의 비교 2) 현재도 설비종합효율은 관리하고 있으나 , 회사에 도움이 되는 핵심 관리 지표화 하기 위해서는 올바른 측정방법이 필요하며, 설비개선에 따른 ST단축률 관리 및 성능을 지속적으로 유지하기 위한 예방보전 관리 시스템 도입, 준비교체시간 단축활동을 통한 설비생산성 향상 등의 활동이 요구됨. 3) 대표이사 이하 전 종업원이 할 수 있다는 의지를 갖고, 회사에 도움이 되는 모든 개선활동을 모기업의 지원하에 상호 협력하여 지속적으로 운영하고 있어 , 더욱 빠른 시일내에 매출 및 이익이 급성장할 것으로 믿어 의심치 않음.
35백만원 654 ppm 1.08 Sigma 3. Single PPM 품질혁신 지도성과 4.1 품질 개선 PROJECT 활동 효과 고객품질 (LEAK회송불량률) COPQ (백만원/년간) User불량 (PPM) ITEM Sigma Level 개선 전 853ppm 개선전 3.56 853 Measure 38백만원 793ppm Analyze 516ppm 4.64 Improve 3백만원 199 개선후 현 재 Control 199ppm 50ppm 50ppm 효 과 ’04 8월 ’04 3월
3. Single PPM 품질혁신 지도성과 4.2 경영관리지표 효과 매출액 설비가동률 공정불량률(가공) 5,000 백만원 91% 12944 PPM 3,800 백만원 88% 7076 PPM 2004년 (1~3월) 2004년 (8~10월) 2003년 2004년 2003년 2004년
4. 벤치마킹 포인트 제 목 절삭유 주입 개선 개선내용 자동으로 주입될 수 있도록 자동주입장치를 자체 제작하여 개선 제 목 외국인공정을 위한 번역 개선내용 찍힘방지 중점관리사항을 외국어로 번역하여 불량방지를 위한 사소한 부분도 놓치지 않음.
4. 벤치마킹 포인트 제 목 검사 JIG제작으로 검사 효율화 개선 전 개선 후 문제점 Boss부(단면) 방향으로만 두께측정하는 단점 개선내용 검사Jig 자체제작 후 Face부도 병행하여 두께 측정할 수 있음.
