Download
1 / 12
120 likes | 329 Views
X-R 控制图. a) 計算及繪畫控制限 - 樣本容量低於7時,極差並沒有 LCL. 過程控制. U CL. Avg. LCL. U CL. Avg. LCL. 解释控制图. Change in level. Change in variability. - 確定是否有不受控的情況 - 檢查過程記錄,找出並列明任何特殊原因。 - 再計算控制限。. 中線. 中線. 解釋控制圖. 受控過程. 控制上限. ( UCL). ( LCL). 控制下限. 不受擯過程. 控制上限. ( UCL). ( LCL).

E N D
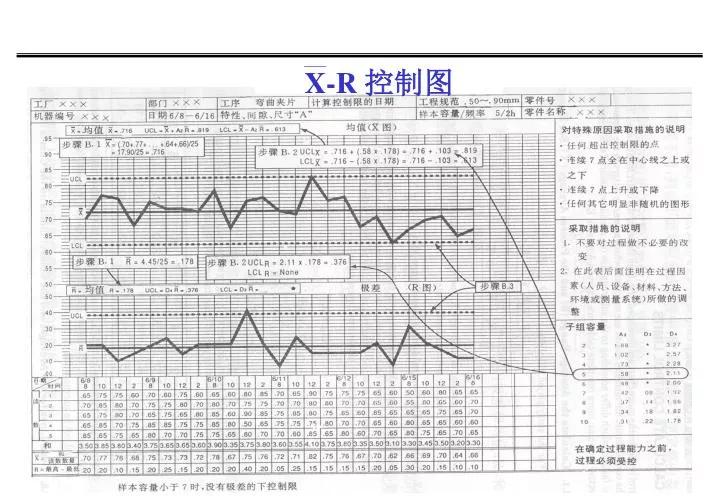
a) 計算及繪畫控制限 - 樣本容量低於7時,極差並沒有LCL 過程控制
U CL Avg LCL U CL Avg LCL 解释控制图 Change in level Change in variability
- 確定是否有不受控的情況 - 檢查過程記錄,找出並列明任何特殊原因。 - 再計算控制限。 中線 中線 解釋控制圖 受控過程 控制上限 (UCL) (LCL) 控制下限 不受擯過程 控制上限 (UCL) (LCL) 控制下限
UCL UCL UCL UCL A A A A B B B B C C C C C C C C B B B B A A A A LCL LCL LCL LCL 控制图失控检验 Test 1. One Point Beyond Zone A Test 2. Nine Points in a Row on One Side of the Center Line x x x Test 3. Six Points in a Row Steadily Increasing or Decreasing Test 4. Fourteen Points in a Row Alternating Up and Down x x x
UCL UCL UCL UCL A A A A B B B B C C C C C C C C B B B B A A A A LCL LCL LCL LCL 控制图的失控检验 Test 5. Two Out of Three Points in a Row in Zone A or Beyond Test 6. Four Out of Five Points in a Row in Zone B and Beyond x x x x x Test 7. Fifteen Points in a Row in Zone C (Above and Below Centerline) Test 8. Eight Points in a Row on Both Sides of Centerline with None in Zone C x x
UCL A B C C B A LCL 控制图失控检验 One point above UCL 0.1% 3s Two out of three successive point here or above 2.2% 2s Four out of five successive point here or above 13.6% 1s Seven out of eight successive point here or above 34.1% 0 Seven out of eight successive point here or bellow 34.1% -1s Four out of five successive point here or bellow 13.6% -2s Two out of three successive point here or bellow 2.2% -3s 0.1% One point above LCL
UCL UCL LCL LCL 0 1 0 2 0 0 1 0 2 0 O b s e r v a t i o n N u m b e r O b s e r v a t i o n N u m b e r 控制图的趋势判断规则 Mixtures: A clear indication is when most of the points are close to the control limits, and almost no points near the center line. These are usually due to underestimating the process variability or “over-control” , where operators intervene with the process frequently trying to respond to inherent variability instead of assignable causes. This also occurs when controlling two processes on the same chart. Seasonal Trends: These could be caused by systematic changes like: temperature, operator fatigue, voltage or pressure fluctuations, etc.
UCL UCL LCL LCL 0 1 0 2 0 0 5 1 0 1 5 O b s e r v a t i o n N u m b e r O b s e r v a t i o n N u m b e r 控制图的趋势判断规则 Changes in process means: These are usually due to the introduction of new operators, machines, procedures, etc. Can also happen because of process improvements. Upward/Downward Trends: Continuous trending on the same direction. These are usually caused by component wear among others.
UCL LCL 0 1 0 2 0 O b s e r v a t i o n N u m b e r 控制图的趋势判断规则 “White Space”: Points tend to cluster around the mean. Usually caused by: (1) incorrect control limits (overestimating process variability), (2) continuous improvements paying-off. Limits should be recalculated when this situation is found.
對特殊原因採取的措施 1.即時分析失控情況是非常重要的,以便將不符合規格的產品減至最少;並取得新的數據作調查分析。 2.特殊原因可以是正面或負面 3.在控制圖中,我們可能會在任何單值子組中得到一個特殊原因的錯誤信息。 製 程 控 制
