Download
1 / 21
210 likes | 437 Views
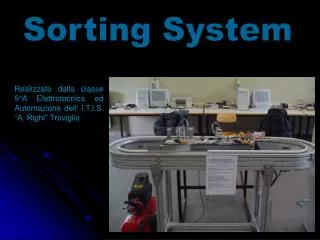
Auto Sorting System. 전자설계실험 1 조 199703020 권동현. Index. 1. System Concept 2. System Structure 3. System Develop 4. System Running 5. After Developments. System Concept. Auto Sorting System ( 자동 분류 시스템 ) - 지정된 기준에 따라서 물품을 소정의 위치에 자동적으로 분류하기 위한 시스템

E N D
Auto Sorting System 전자설계실험 1조 199703020 권동현
Index 1. System Concept 2. System Structure 3. System Develop 4. System Running 5. After Developments..
System Concept • Auto Sorting System (자동 분류 시스템) • - 지정된 기준에 따라서 물품을 소정의 위치에 자동적으로 • 분류하기 위한 시스템 • - 운반기기 및 센서, 컴퓨터의 조합에 의한 시스템. • - 자동창고의 관련설비로서 생산 후 물품의 분류기능을 실현 • - 업무효율증대 및 예산 절감의 효과가 있음. • Auto Sorting System 적용 예 • - 택배 물류센터의 분류 시스템. • - 우체국에서의 크기별 위치별 분류 • - 생산 라인에서의 작업 분류 • - 농산물 등급별 구분 등 여러 방면에 적용 가능함.
System Concept (Cont.) • 구현 프로그램의 특징 • - 입고된 물건을 크기와 색상으로 구분하여 분류 및 보관. • - 보관된 물건의 양과 종류에 따른 필요 운송수단 결정. • - signal을 이용한 RS의 정확한 계산으로 컨베이어 벨트 제어 • 분류 기준
System Structure 물류입고 물류분석 물류관리 및 통제 물류분류보관 물류운송
System Structure (H/W) << Sensing1>> << Sensing2>> << Sorter >> : Rotate Sensor : Light Sensor
System Structure (H/W)I Small ! White! (물류분석) X-width: 50 Y-width: 50
System Structure (H/W) II (물류분류) Big, Dark Small Big, Bright
System Structure (S/W) 시작 Init_fifo() Flow Chart (Auto Sorting System) no Switch On 컨베이어벨트가동, 녹색등 점화 물건 투입(광센서) no 시작 no 빨간등 점화, 회전센서 Rotate count 데이터 받기 시작 22.5˚회전 Rotate count += 1 광센서 색상 체크 물건길이 검사 종료 flag 종료 색상 및 X길이 저장 Y길이 측정소까지 이동 이동 완료?
System Structure (S/W) 컨베이어벨트 정지 Y길이 측정센서타워 가동 Y길이 측정 타워폭 이동? Y길이 측정센서 타워 반대방향 가동 물건 운반부로 이동 이동완료? 색상기준? 위쪽 컨베이어벨트 이동 아래쪽 컨베이어벨트 이동 모든 파라미터 저장 보관상황 및 물건정보 디스플레이 종료 no
System Client 1톤 트럭 5톤 트럭 Big-White 특수차량 Small Big-Black 20 0 3 1 15 10 물류 운반 물류현황 필요 운반차량 System On System Off
System Develop • Rotate Sensing • : Auto Sorting System에서 Rotate Sensor의 역할은 메인 컨베이어 벨트 및 • 센싱파트2의 이동과 Sorting part의 분류바의 이동을 측정. • Rotate Step Count Checking from RS • ① Rotate Sensor의 값을 get_sensor()함수를 사용하면, • 동일한 회전센서 값이 몇번동안 나오다가 바뀌게 된다. • ② 이를 Rotate Sensor가 22.5˚ 시계방향으로 움직일 때마다 • Setp이 1씩 올리기 위해서, Before Sensor값과 • Current Sensor값을 비교하여 이전값과 현재값이 • 매칭되면, Step Count를 1 올린다. 22.5˚ RSC +=1
System Develop • Checking Width X, Y • ① 대상물체가 광센서에 탐지되면, (1)의 Rotate Sensing부에서 값을 받아들 • 이기 시작한다. • ② 대상물체가 광센서를 지나면 (1)의 Rotate Sensing부에서 값을 받아들여 • 물체의 길이로 저장한다. • ③ 물체길이가 저장되면, (1)의 Rotate Sensing 부에서 값을 받아들이는 것 • 을 멈춘다.
System Develop • Checking Block Color • : 이 프로젝트에서는 주어진 셀리브레이션 프로그램을 사용하지 않고, • 매뉴얼로 색상값을 설정해 주었다.
System Running • System Power On • Step 1. 어플리케이션 서버에서 './smc_load'를 실행. • Step 2. 어플리케이션 서버에서 프로그램 실행 명령어 './aglab‘실행. • Step 3. 레고 구조물 터치버튼을 눌러 스위치를 On. • System Running • Step 1. 스위치를 On 시키면, • Sorting System에 물건을 투입하는 스텝에 물건을 투입해도 • 된다는 신호(초록색 등불)를 보냄. • Step 2 . 그 후, 메인 컨베이어벨트가 가동됨. • Step 3 . 물건이 이전 스텝에 의해서 들어오게 되면, • 컨베이어벨트를 따라 이동하면서 첫번째 센싱파트에 들어옴.
System Running (cont) • System Running (continued) • Step 4 . 회전센서와 광센서로 이루어진 첫 센싱파트에 물건이 • 투입되면, 이전스텝에게 물건을 투입하지 말라는 정지신호 • (빨간색 등불)를 보냄. • Step 5. 대상물건이 첫번째 센싱파트를 지나면서 광센서를 가리는 동 • 안, 회전센서는 rotate step count를 세어 물건의 X길이를 받 • 고, 광센서는 물체의 색상을 알아냄. • Step 6. 물체가 첫번째 센싱파트를 지나면, 물건의 중심이 두번째 센 • 싱파트의 중심부분까지 이동하는데 걸리는 회전센서 rotate • step count를 계산함. • Step 7. 'Step 6'의 계산에서 나온 값으로 대상물건이 두번째 센싱파트 • 중심에 위치할 때 메인 컨베이어 벨트를 멈춤.
System Running (cont) • System Running (continued) • Step 8 . 컨베이어벨트가 멈추면, 좌측에 있는 Y길이 측정 센서가 두번 • 째 센싱파트의 폭만큼 위로 움직이면서 'Step 5'의 방법과 동일 • 하게 Y길이를 측정함. • Step 9. 대상물체가 두번째 센싱파트를 지나면, 물건의 중심이 소팅파 • 트의 중심부분까지 이동하는데 걸리는 회전센서 rotate step • count를 계산함. • Step 10. 'Step 9'의 계산에서 나온 값으로 대상물건이 두번째 센싱파 • 트 중심에 위치할 때 메인 컨베이어 벨트를 멈춘다.
System Running (cont) • System Running (continued) • Step 11. 대상 물체가 소팅파트에 진입하면, Y길이 측정을 위해 이동했던 • 센싱파트가 아래로 이동함. • Step 12. Sorting Part는 소팅분류기준(색상/ 크기)을 기준으로 물건을 분류. • - 색상분류기준 • * 블루, 블랙 -> 서브 1번 컨베이어벨트 • * 옐로, 레드 -> 서브 2번 컨베이어 벨트 • - 크기 분류기준 • * 넓이 25미만 -> 서브 1번 컨베이어벨트 • * 넓이 25이상 -> 서브 2번 컨베이어 벨트
System Running (cont) • System Running (continued) • Step 13. 물건의 분류가 끝나면, 각각의 서브 컨베이어벨트가 가동되면서 대상 • 물체를 보관소로 이동. • Step 14. 물건의 분류바 를 중심으로 다시 이동. • Step 15. 대상물건의 정보(색상, X길이, Y길이, 넓이)와 보관소에 저장되어있 • 는 양을 조정하여 보여준다. • Incorrect Running • - 전선에 기어가 껴서 기어가 멈추는 경우가 있었음. -> 전선정리로 해결. • - 컨베이어벨트 폭 또는 센싱파트 폭보다 큰 물체를 집어넣을 경우 물체가 벨 • 트의 흔들림으로 삐뚤어지는 경우에 측정값의 오류가 있었음.
After Term Project … 텀 기간중, 여러 돌발적인 상황으로 인하여 텀의 완성도를 더욱 높이지 못한것이 후회가 됩니다. 이번에 비록 서버와 클라이언트의 소켓통신에 실패하였지만, 방학때 이 부분을 다시 공부하고 단련하여, 임베디드 시스템 프로그래밍을 마스터 해보겠다는 다짐을 해 보았습니다. 그리고, 카메라 공포증도 좀 고쳐야 겠다는 생각도...들었구요.. ㅎㅎㅎ ^^;;;;;; 같이 밤새신 조교님들 수고하셨구요. 담에보시면 커피라도 한잔 했음 좋겠네요... Thank you…