Download
1 / 70
700 likes | 750 Views
Explore the evolution of high-pressure waterjet cleaning, changes in surface cleaning perceptions over 30 years, dynamics of abrasives vs. water, and case studies. Discover insights on cleanliness standards, waterjet profiles, and rust prevention strategies.

E N D
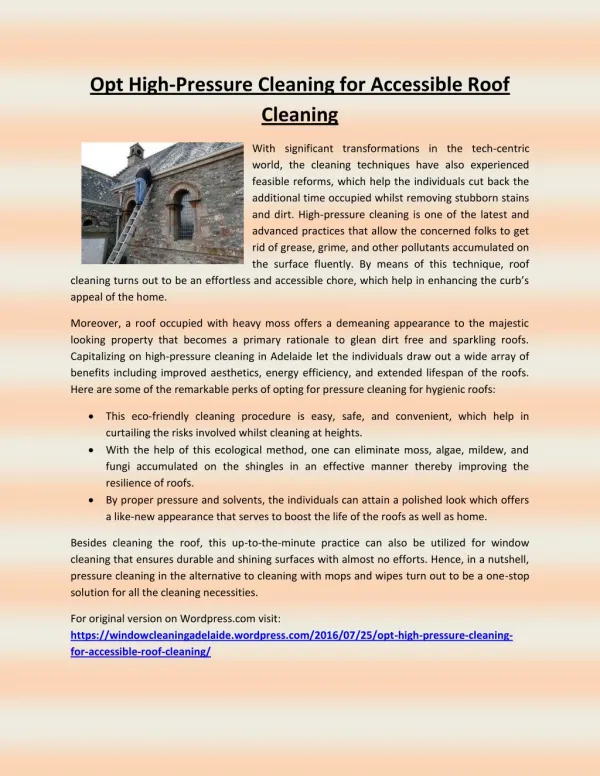
What Effect Does Waterjet Cleaning Have on the Surface?Thirty Years PerspectiveLydia FrenzelAdvisory CouncilSan Marcos TXwww.advisorycouncil.org
Change introduced by High Pressure Waterjet Cleaning of coatings • Refresher on the changes over the past 30 years (Water Blasting to Water Jetting) • What I guessed and predicted in 1976 • We had a great tool-how could we use it • The development of what we mean by a “CLEAN SURFACE” today
References • JPCL Ebook on Waterjetting • Blogs by Dr. David A. Summers • bittooth.blogspot.com (10 years of WJ blog) • waterjetparts.com/h2o/blog/ • David Summers, “Waterjetting Technology” • Andreas Momber, “Hydroblasting and Coatings of Steel Structures” • Paintsquare.com • Advisorycouncil.org or flashrust.org
JPCL Webinars Joao Azevedo, Paint Manufacturer, 2014-11-25 Considerations for UHP WJ Peter Ault, Specifier, Inspector, 2014-09-02 Performance Richard Dupuy, Contractor, 2013-05-20, Operations, Equipment Richard Burgess, Inspector, 2012-07-09 WaterJet Standards
What kind of surface do we need to make the paint stick? Clean means “Creating the situation so a coating will perform as expected.” • What we mean by “clean” has changed over the past 30 years. • We used to think that “clean” was to make a visual appearance with a profile. • Now we understand that we can “clean” a surface without changing the profile.
Dynamics- Abrasives Compared to Water • Solids hits from the TOP.abrades-erodes-erases-moves metal around-gets embedded- makes hackles • Changes the profile- Always? • Water drills into crevices and shears to the sides. • Waterjetting can change the character of the surface while the profile remains the same.
John Keane, Surface Profile for Anti-Corrosion Paints SSPC 74-01, 1976
Cross view- abrasive blast Rust-Back
Abrasive blast cleaning, multiple passes Courtesy, Bill Hitzrot, Chesapeake Specialties, 1975
White Metal -Abrasive BlastRust Back- White one day-Black areas- formed overnight
Typical abrasive plowing of surface • Courtesy of High Pressure Waterjet Lab, Missouri Institute of Science and Technology, Rolla. Dr. David Summers
What did we see in 1976-1980 for high pressure waterjetting? Waterjet cleaned surface looked DIFFERENT from an abrasive cleaned surface. • 10,000 psi (50-70 MPa) did not deliver enough energy to surface to disrupt old rust bond to surface. • Appearance opposite to abrasive blast. • Water wetted the entire surface. • Surface turned blue to golden instantly.
20,000 psi140 MPa(1983)Dull gray.Continue to see “paint” stain
140 MPa (20,000 psi)- Top viewpattern under corrosion Sharp and “clean” Orginally rounded profile?
140 MPa (20,000 psi) Top Viewpattern under corrosion.The “profile” produced at the beginning affects the future. Originally Angular grit profile
Waterjet (Fan Jet) is about 20 times faster. Reveals that the entire surface is corroded.
Three basic “terms” of rust found in standards • Flash Rust is an oxidation of the steel that occurs as wetted carbon steel dries OR rusting that occurs when a thin coat of waterborne paint is applied over blast cleaned steel. Often looks like rust bloom. • Rust-Back (rerusting) is rusting that occurs when freshly exposed, dry, bare steel is exposed to conditions of high humidity, moisture, or a corrosive atmosphere. It is the term used when steel cleaned by dry abrasive blasting, power tools, or wet abrasive blasting begins to rust after the steel surface has completely dried. • Rust Bloom is somewhat uniform rust spread evenly over a large section of the surface. • Long term corrosion is not flash rusting.
You must get the energy to the surface to disrupt the bond. 10,000 psi 20,000 psi
1983, approximately 1/3 meter x 1/3 meter Manually held fan jet. Appeared to be “instant” conversion to inert golden color. Stays that way for days.
The yellow- golden color is a “Thin Film” refraction. Courtesy of Union of American Hebrew CongregationTemple Israel WRJ, Colonial School for the Visually Impaired
Light flash rust USS Boxer, LHD 4 San Diego 2002Courtesy: Y & T Consulting
Typical waterjet response • Now let’s move to re-rusting on steel after cleaning. • Grade BC steel – cleaned January 1997 as part of WJ standards preparation. • Put over water in 2000. Photo taken June 2006 • Still looks the same
Test- Wet Abrasive Blast SB 1999-10-16 SB 1999-10-25 1999-11-11 1999-12-04 SB 1999-11-01
What happens to corrosion sites? • Take panels from same source • Blast one with abrasive • Pressure wash one, followed by abrasive • Blast one with UHP WJ • Dry with compressed air • Put inside over water. Leave alone. • Observe.
Abrasive blast- 6 years • Blasted 2000 to white metal. Placed over water. Typical original plate- 2000 May 2006
WJ- cleaned in 2000-placed over water. Close UP June 2006 WJ Water dripped on the surfate left gelatinous rust
AB steel –cleaned with UHP WJ- June 2006 • Stain stayed on. Light Flash Rust. 2006-Nov
WJ plate re-cleaned June 2006 June 2006 Cleaned with 280 MPa UHP WJ After cleaning with UHP WJ. 2006-Nov
Direct impact - side shear forces Vertical Velocity- pressure Horizontal- Shear- volume
Diagram - Roland Lever, 1995, NACE Infrastructure- Baltimore Water Surface Streamlines change direction due to spinning nozzle Flexing Action Impact InducedCohesion Erosion Shear Loading Horizontal flow over irregular surface & rapid changes in flow directionas nozzle spins & moves induces high shear loads at base of any protrusionand high bending moments.
Thick abrasion-resistant nonskid. Effect of pressure to drill through coating
Removal of coating from cabinet uses mass-flow-hydraulic shear
Focused path of multi-orifice rotating nozzle • View of flat surface treatment using rotary head equipped with two water nozzles P. Borowski, 2005 WJTA Conf., Rotation Water Jet Kinematics; photo-G. Kuljian
Wetting characteristics of surface change significantly WJ Degreased Degreased McGaulley, W, Shepperson, W., & Berry, Fred, “Comparison of Secondary Surface Preparation over Water Jetted Surface and Effect on Coatings Performance”, SSPC 2001 Conference
Waterjet peening WJ cleaning can influence the energy of the substrate surface and enhance fatigue strength. Kunaporn, WJTA Proceedings 2001, 2003
“Erosion of steel substrates when exposed to Ultra-Pressure waterjet cleaning systems” • Material (steel) is eroded during the first two passes. Subsequent passes do not remove more material. • DON’T let the nozzle stop! .700 1 .009 2 .017 3 .018 6 .018 Miller & Swenson, WJTA Proceedings, 1999
Influence of depainting method on substrate surface profile- WJTA, 2011 Original topography before coating After paint stripping with grit- overblast After paint stripping with WJ. Return to original profile
Profile. Bronze William Penn Statue (Boot)- Philadelphia City Hall Before Cleaning After Cleaning Photo courtesy of Rod Draughon- 1989 NACE Corrosion 119
Microscopic ViewBronze statute -white corrosionUHP WJ can be used on “soft” metals. Photo courtesy of Rod Draughon- 1989 NACE Corrosion 119
Lawrence Crum, Univ of Wash, ACS “Chemistry,” Summer, 2000, p. 20,Sonochemistry Cavitation near a solid surface can induce a microjet of liquid that stream through the bubble upon implosion. A 100 micron droplet can get into a 10 micron crack.
SonoChemistry • www.scs.uiuc.edu/suslick, “The Chemistry of UltraSound,” by Kenneth S. Suslick • The time of impact is short – so power level is high. This is taking place In some of the areas of The nozzle stream. The result- That “instant” gold Color- Increases chemical Reactivity.
VanKuiken Patent 5,380,564 (1995)Aluminum • Grit Blast • Thermal Spray CoatingAdhesion 3000 psi • Waterjet • 10-75 micron profile • Thermal Spray CoatingAdhesion 6000 PSI
VanKuiken Patent 5,626,674 (1995) Aluminum 50,000 psi (350 MPa) 1 gallon (3.8 liters) per minute