Download
1 / 29
290 likes | 419 Views
What Causes Your Auto to Depreciate in Value?. Driving it off the lot Aging: Older cars sell for less (until they become antiques) Heavy Use: Cars with more mileage sell for less. Damage: Those dented fenders don’t help. Obsolescence: Better Cars May Become Available

E N D
What Causes Your Auto to Depreciatein Value? • Driving it off the lot • Aging: Older cars sell for less (until they become antiques) • Heavy Use: Cars with more mileage sell for less. • Damage: Those dented fenders don’t help. • Obsolescence: Better Cars May Become Available • New Cars with better fuel efficiency. • New Cars with better safety features. • New Cars with more comfortable rides. • New Cars with the latest styling.
Can an auto that is still operating have value equal to its scrap value? • Sure, cars are often driven to the junk yards. • Because they are • Costly to repair • Not so safe • Not very fuel efficient • Not so fun to drive • Not very reliable • Costly to maintain
The Depreciation of Electronic Computers Is Different from the Depreciation of Your Car IBM System 360 Mod 75Purchase price range from $10.6 million to $16.9 million in today’s dollars Announced April 22, 1965 and withdrawn March 15, 1977.
What Causes Depreciation forElectronic Computers? • Very Little Depreciation Due to Aging– those electronic parts can last a very long time. • Most of the Depreciation Comes from Obsolescence • Cheaper Computers That Can Perform the Same Function. • Better Computers That Can Do Things The Older Ones Cannot Do.
The TEM-5 is Like a Computer • Relatively Little Depreciation Due to Aging • The TEM-5 was only a few years old. • Most of the Depreciation Comes from Obsolescence • The 2A7 was cheaper and could perform similar functions. • The TEM-5 had a dangerous design. • The TEM-5 was making an obsolete product.
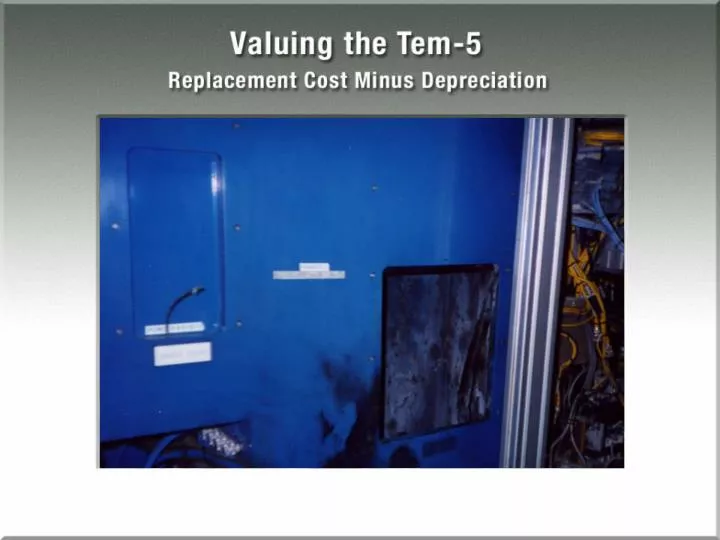
The Business Value of the Tem-5 1. Ongoing Production Value 2. Future Production Value 3. Interim Production Value 4. Resale Value, or Parts and Scrap Value
Ongoing Production Value Interim Production Value Future Production Value Production Timeline 4/24/2000 TEM-5 Out of Service 1/1/2002 Demand Exceeds 2A7 Capacity? 7/24/2000 2A7 Fully Operational
Ongoing Production Value Production Timeline 1. Ongoing Production Value 4/24/2000 TEM-5 Out of Service 1/1/2002 Demand Exceeds 2A7 Capacity? 7/24/2000 2A7 Fully Operational Was the TEM-5 needed in the Fall of 2000, after the move to Mesa and after the installation of new equipment?
On Going Production ValueWas the Tem-5 Capacity Needed in the Fall of 2000? • In the Fall of 1999, SDI ordered two new machines (the 2A7 and 2A8) that could perform the same functions as the TEM-5. • Delivery was scheduled for Spring of 2000 • Each machine had about twice the capacity of the TEM-5 • The 2A8 was intended for the TRW Rack and Pinion Program, though this was to be phased out in 2002/2003 • The planned levels of production were well within the capacity of the 2A7 alone.
There Was No Ongoing Production Value:The 2A7 Alone Had More Than Enough Capacityto Handle Demand in the Fall of 2000
There Was No Ongoing Production Value:The TEM-5 Capacity Was Not Needed in the Fall of 2000 • There was a Honda transition fee of $250,000, but this was never actually charged • SDI knew there was no ongoing production value • No replacement for the TEM-5 was ordered after the accident. • Even though it would have been fully paid for by the insurance coverage.
Future Production Value Production Timeline 2. Future Production Value 4/24/2000 TEM-5 Out of Service 1/1/2002 Demand Exceeds 2A7 Capacity? 7/24/2000 2A7 Fully Operational Would it be a wise business decision to put the TEM-5 into “mothballs” and plan to use it again at some time in the future?
PRO CON An Example of Future Production Value • When would it make sense to park your old car in the garage for some future use rather than selling it? • Your daughter is 13 and you want her to have the car when • she turns 16. • You won’t have to buy her a car in three years • It’s not good for the car to sit there idle all that time, It • could cost a lot to get it running well again • The car will depreciate in value just sitting there. • If you sold the car now, you could invest the money in the • stock market, and, if things go well, you could use the • gain to buy a really great car when your daughter is 16.
Important Consideration for SDI PlanningThe 2A8 Could be Used for Future Production • In TRW Rack and Pinion Program for which the 2A8 was planned • Phase in 2000/2001 • Phase out 2002/2003
If the TEM-5 is Brought Out of Moth Balls,Another 2A7 Might be Needed in July 2008
But if a 2A7 Were Purchased, No AdditionalCapacity Would be Needed Until January 2010
PRO CON Should the TEM-5 Be Stored for Use in the Futurewhen Demand Exceeds the Capacity of the 2A7/2A8? • Allows delay in purchase of an additional 2A7 • - But if demand continues to increase, • additional capacity will eventually be needed. • $457,000 cost to move TEM-5 to Mesa and • upgrade it,compared with a fee of $775,000 for • the 2A7 which has 80% more capacity • - Storage Costs • - Safety risks when the TEM-5 is put back in operation. • - Various problems with equipment that has been stored • for a long time – both mechanical and personnel issues
There are no plausible scenarios in which it would make good business sense to keep the TEM-5 in mothballs. • Hardly any upside potential and a lot of downside risk. The TEM-5 Had No Future Production Value
As it turned out, the 2A7 had plenty of capacity to handle the sales volume at least through the end of fiscal year 2003
Interim Production Value Production Timeline 3. Interim Production Value 4/24/2000 TEM-5 Out of Service 1/1/2002 Demand Exceeds 2A7 Capacity? 7/24/2000 2A7 Fully Operational How valuable would it have been to have had the TEM-5 operating until the 2A7 was up and running?
PRO CON Should the Tem-5 Have Been Operated During the Transitional Period, April 2000 – July 2000? • Potential Lost sales • Customer Good Will • Cost of $9,000 to make the TEM-9 capable of • production during the transition. • Safety Risks for Employees • More Expensive to Operate in Hollister ($300,000)
Should the Tem-5 Have Been Operated During the Transitional Period, April 2000 – July 2000? PRO • Potential Lost sales • Customer Good Will: NOT A BIG ISSUE • Cost of $9,000 to make the TEM-9 capable of • production during the transition. CON • Safety Risks for Employees: A VERY BIG ISSUE • More Expensive to Operate in Hollister ($300,000)
This has already been paid. How Much Interim Value? • A reasonable solution is the profit from sales that did not occur during that period of time.
The Business Value of the Tem-5 NONE 1. Ongoing Production Value 2. Future Production Value 3. Interim Production Value 4. Resale Value, or Parts and Scrap Value NONE PAID