Download
1 / 13
130 likes | 146 Views
Survey the cavity degradation mechanism under Dis assembly/assembly procedure for cERL cryomodule at KEK. Vertical test @ STF. String assembly @ class 10. Hiroshi Sakai , Takaaki Furuya, Masato Sato, Kenji Shinoe, Kensei Umemori, Kazuhiro Enami(KEK),

E N D
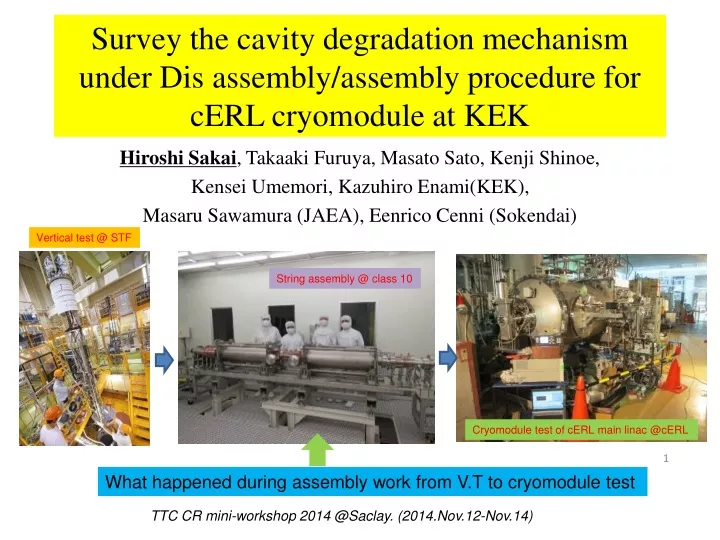
Survey the cavity degradation mechanism under Dis assembly/assembly procedure for cERL cryomodule at KEK Vertical test @ STF String assembly @ class 10 Hiroshi Sakai, Takaaki Furuya, Masato Sato, Kenji Shinoe, Kensei Umemori, Kazuhiro Enami(KEK), Masaru Sawamura (JAEA), Eenrico Cenni (Sokendai) Cryomodule test of cERL main linac@cERL What happened during assembly work from V.T to cryomodule test TTC CR mini-workshop 2014 @Saclay. (2014.Nov.12-Nov.14)
Q-E curve before and after string assembly of cERL cryomodule Cryomodule test Vertical test #3 (lower ) ERL 9-cell #3 cavity • X-ray onset : 14 MV/m ~(MV/m) #4 (upper) : Requirement of cERL : Requirement of cERL ERL 9-cell #4 cavity burst (before burst) (after burst) • X-ray onset : 22 MV/m ~(MV/m) Both two cavities was degradated after cryomodule assembly work.
3 times open & close Details of string assembly work after V.T to high power test of cryomodule Check our works of string assembly We never applied High Pressure Rinsing (HPR) after V.T. Class 10 (a) (b) [Before string assembly in clean room of class 10] • Keep cavity in vacuum at vertical test (V.T) stand • Purge Ar the inside of the cavity (slow purge < 200ml/min) • Change some flange for Ti jacket welding (finally valve close under Ar flow) • Send cavity to the company (Keep Ar condition inside the cavity) • Company made Ti jacket TIG welding to cavity(Keep Ar condition inside the cavity) [String assembly concerning with cavity open works] • Keep in vacuum of HOMdamperand beampipe (beam pipe was baked) • Connect cavity and HOM absorber(with Ar flow from both sides) • Connect cavity and cold window of input coupler(with Ar flow from cavity side) • Leak check → Arpurge into the cavity • Connect gate valves (with Ar flow from cavity side) • Leak check → Arpurge into the cavity [After string assembly] • Module move to beam line(keep Ar inside cavity) • Pump the cavity to vacuum • Coupler aging at room temperature • 2K cooling • High power test of cryomodule Class 10 Class 100 (Red): work about the accessing the inside the cavity in clean room of class 10 (Green): work about the accessing the inside the cavity in clean boose of class morethan 100 (Blue): vacuum work of cavity First we doubt that the procedure of 2.(a) and 3.(b). will make worse the cavity performance. Then we trace the same assembly work of 2. and 3 and check the cavity performance in V.T by using x-ray mapping, respectively.
X-T Rotating mapping system for radiation measurement at VT Carbon resister PIN diode The sensor array can turn around the cavity surface using stepping motors via gear and data taking every 0.5s by logger PIN diodes (HAMAMATSU S1231) for X-ray mapping with current Amplifier Carbon resisters for Temperature map 82 PIN diodes and 93 Carbon resistors are mounted on the mapping system along a meridian to detect 9cell radiation and temperature mapping precisely Figures of merit (compared with fix mapping) • Resolution 0.5° • Small number of sensors gear H.Sakai et al., Proc. of IPAC 2010 ,p2950
setup pirani Simulate Ar purge work to the inside of the cavity (preparation & setup) Clean room Class 10 ICF70 cross port We tried Ar purge work twice (purge & pump) on clean room class 10. (Purge) 200ml/min to 100kPa : 7hours (Pump) < 10^-2 Pa All parts were browed by ion gun (filter 0.01um) not to count more than 1 at 0.3um. metal valve A valve B TMP 0.01umfilter (Mykrolis) particle retention valve Flow meter Preparation after V.T Scroll 1/3psi ERL 9cell #2 cavity valve pump initial:12.4MPa Outside of clean room Ar bomb pressure 0.12MPa 5 Blow outside
Results of Ar purge work of (a) After Ar purge Before Ar purge Three radiation sensor were set around top flange Results of V.T: 5th V.T : before Ar purge 6th V.T : after Ar purge Radiationonsetdid not change before and after Ar burge. Radiation onset was started on 16MV/m. radiation radiation Xray mapping 5th V.T (before Ar purge) (25MV/m) Xray mapping 6th V.T (after Ar purge) (25MV/m) 8cell 310° 8cell 310° 5-6 iris~6cell 50° Xray-mapping was almost same between before and after twice Ar purge. Especially 25MV/mnew 5-6iris will be appeared. But no other peak was observed below 25MV/m. Only Arpurge+ pump work did not make cavity degradation.
(b) Reassembly work with Ar purge assembly for V.T ⓪flow Ar 200ml/min One day Ar purge like (a) (8/18) Detail of simulation of reassembly work to jacket welding as follows ⓪:Ar purge to input ①: change LBP flange ②:purge from LBP side ③:input port lower ④:inputflange change ⑤:pick up port lower ⑥: pickupchange ⑦:tilt 45 deg ⑧:change SBP flange All works were performed in class 10 clean room ⑥、⑤ Work horizontally ② ④、③ Ar 200ml/min ⑦、⑧ Work tilted 45deg ① Work vertically Ar 200ml/min Same procedure was done for vertical test in class 10 (8/21)
(b) Reassembly work for jacket welding (with Ar purge 8/18) Seal : viton , flange : SS316L flange all components were blowed by ion gun so that particles remain 0 @ 0.3um. Class 10 Nitrilile ambidextrouse Glove used Ar purge at input port ad blowed at 200ml/minn Change Ar purge point to LBP, before the flange open, we change the flow 200ml/min to a few l/min not to enter the other particles from the flange Before changing flange, we use Teflon pad not to enter other particles. This procedure is same as V.T assembly work. Before changing flange, we blow the hole of screws by ion gun so that the particle count is 0 except for the 4 screw port. finish All screws of flanges of SS316L were plated by silver and ultrasonic cleaned and blowed b ion gun to particles 0
(b) Reassembly work for jacket welding (to VT stand 8/21) Seal : Tin coated helicoflex , flange : SS316L flange , Class 10 Nitrilile ambidextrouse Glove used . All screws of flanges of SS316L were plated by silver and ultrasonic cleaned all components were blowed by ion gun so that particles remain 0 @ 0.3um Input port Screw hole blowd so that particle is 0 except for 4 screws.same procedure were done at all flanges Tin coated Helico flex Flange of SBP side LBP side SBP side Before setting helicon, wiped by archol
Results of reassembly work of (b) Before reassembly after reassembly Before reassembly work : onset of radiation start 18MV/m (<0.1uSv/h). After reassembly work : onset of radiation start 10MV/m (<0.1uSv/h). Q-values decreased near 20MV/m after reassembly work. By reassembly work, the onset decreased down to 10MV/m
Comparison between before and after reassembly (X-ray mapping) X-ray mapping After reassembly (pi-mode) 18MV/m. Many x-ray trace were observed. Increase radiation sources 4-6cell 1-3cell 7-9cell 4-6cell 1-3cell 7-9cell X-ray mapping After reassembly (pi-mode) 20MV/m. No x-ray trace were observed up to 20MV/m. During the reassembly work, some dust might come inside the cavity.
Suspicious points of increasing field emission by reassembly work • 4 screws remain to keep contact for blowing the ion gun the outside. after removing 4 screws we did not apply ion gun outside. ( After one screw was removed, particles increased more than 1000 counts/ holes @0.3um) • remove the helico flex from flange. • Teflon set instead of the flange. • Ar flow increase up to a few l/min during flange assembly. • Some sources & particles come from human and circumference? Next : Try to search what work will worse for assembly work by clean test bench. feedback to V.T again. During flange open & close particle increase inside the cavity side? A) B) Flange open & close Particle count 100φpipe 100φpipe See particles fall by microscope Human Si wefer Flange open & close Done by class 10 clean room
Summary • We simulate the assembly work during cryomodule assembly of Ar purge and reassembly work of flange exchanges and did the vertical test after this individual work one by one. • First we tried only Ar purge work (pump & purge) twice. This work did not make worse the cavity performance by V.T. • Next we simulated the reassembly work. After reassembly work, we measure the cavity performance again. Field emission was started on 10MV/m, which was lowered from before reassembly (onset 18MV/m). • Furthermore, we measured the X-ray mapping after reassembly work. Many radiation traces were observed after reassembly. • From these results, during reassembly work, we enter some particles and/or the dust ? • To investigate the particle contamination process through the string assembly, we continue V.T by applying each procedure. • We will try the test bench in clean room in detail (particle enter , air flow survey). • Futhermore, we also doubt the assembly work of the outside connection of GV. So we try new open clean bench. Future plan New clean bench Class 1 (open clean bench) KOACH (Koken camany) Cavity assembly Flow measure by fog generation in clean room (AVIS) human