Download
1 / 45
450 likes | 649 Views
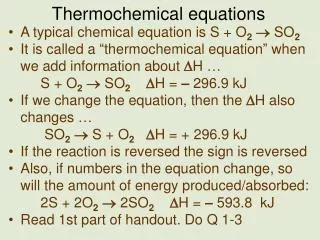
Thermochemical Conversion Technologies. Combustion Types. Incineration (energy recovery through complete oxidation) Mass Burn Refuse Derived Fuel Pyrolysis Gasification Plasma arc (advanced thermal conversion). Gasification.

E N D
Combustion Types • Incineration (energy recovery through complete oxidation) • Mass Burn • Refuse Derived Fuel • Pyrolysis • Gasification • Plasma arc (advanced thermal conversion)
Gasification • Partial oxidation process using air, pure oxygen, oxygen enriched air, hydrogen, or steam • Produces electricity, fules (methane, hydrogen, ethanol, synthetic diesel), and chemical products • Temperature > 1300oF • More flexible than incineration, more technologically complex than incineration or pyrolysis, more public acceptance
Pyrolysis • Thermal degradation of carbonaceous materials • Lower temperature than gasification (750 – 1500oF) • Absence or limited oxygen • Products are pyrolitic oils and gas, solid char • Distribution of products depends on temperature • Pyrolysis oil used for (after appropriate post-treatment): liquid fuels, chemicals, adhesives, and other products. • A number of processes directly combust pyrolysis gases, oils, and char
Thermoselect (Gasification and Pyrolysis) • Recovers a synthesis gas, utilizable glass-like minerals, metals rich in iron and sulfur from municipal solid waste, commercial waste, industrial waste and hazardous waste • High temperature gasification of the organic waste constituents and direct fusion of the inorganic components. • Water, salt and zinc concentrate are produced as usable raw materials during the process water treatment. • No ashes, slag or filter dusts • 100,000 tpd plant in Japan operating since 1999
Thermoselect (http://www.thermoselect.com/index.cfm)
Plasma Arc • Heating Technique using electrical arc • Used for combustion, pyrolysis, gasification, metals processing • Originally developed by SKF Steel in Sweden for reducing gas foriron manufacturing • Plasma direct melting reactor developed by Westinghouse Plasma Corp. • Further developed for treating hazardous feedstocks (Contaminated soils, Low-level radioactive waste, Medical waste) • Temperatures (> 1400oC) sufficient to slag ash • Plasma power consumption 200-400 kWh/ton • Commercial scale facilities for treating MSW in Japan
Plasma Arc Technology in Florida • Green Power Systems is proposing to build and operate a plasma arc facility to process 1,000 tons per day of municipal solid waste (garbage) in Tallahassee, Florida. • Geoplasma is proposing to build a similar facility for up to 3,000 tons of solid waste per day in St. Lucie County, claims 120 MW will be produced • Health risks, economics, and technical issues still remain
Process • Heated using • direct current arc plasma for high T organic waste destruction and gasification and • Alternating current powered, resistance hearing to maintain more even T distribution in molten bath
Waste Incineration - Advantages • Volume and weight reduced (approx. 90% vol. and 75% wt reduction) • Waste reduction is immediate, no long term residency required • Destruction in seconds where LF requires 100s of years • Incineration can be done at generation site • Air discharges can be controlled • Ash residue is usually non-putrescible, sterile, inert • Small disposal area required • Cost can be offset by heat recovery/ sale of energy
Waste Incineration - Disadvantages • High capital cost • Skilled operators are required (particularly for boiler operations) • Some materials are noncombustible • Some material require supplemental fuel
Waste Incineration - Disadvantages • Air contaminant potential (MACT standards have substantially reduced dioxin, WTE 19% of Hg emissions in 1995 – 90% reduction since then) • Volume of gas from incineration is 10 x as great as other thermochemical conversion processes, greater cost for gas cleanup/pollution control • Public disapproval • Risk imposed rather than voluntary • Incineration will decrease property value (perceived not necessarily true) • Distrust of government/industry ability to regulate
Carbon and Energy Considerations • Tonne of waste creates 3.5 MW of energy during incineration (eq. to 300 kg of fuel oil) powers 70 homes • Biogenic portion of waste is considered CO2 neutral (tree uses more CO2 during its lifecycle than released during combustion) • Unlike biochemical conversion processes, nonbiogenic CO2 is generated • Should not displace recycling
Three Ts • Time • Temperature • Turbulence
System Components • Refuse receipt/storage • Refuse feeding • Grate system • Air supply • Furnace • Boiler
Energy/Mass Balance Energy Loss (Radiation) Flue Gas Waste Mass Loss (unburned C in Ash)
Flue Gas Pollutants • Particulates • Acid Gases • NOx • CO • Organic Hazardous Air Pollutants • Metal Hazardous Air Pollutants
Particulates • Solid • Condensable • Causes • Too low of a comb T (incomplete comb) • Insufficient oxygen or overabundant EA (too high T) • Insufficient mixing or residence time • Too much turbulence, entrainment of particulates • Control • Cyclones - not effective for removal of small particulates • Electrostatic precipitator • Fabric Filters (baghouses)
Metals • Removed with particulates • Mercury remains volatilized • Tough to remove from flue gas • Remove source or use activated carbon (along with dioxins)
Acid Gases • From Cl, S, N, Fl in refuse (in plastics, textiles, rubber, yd waste, paper) • Uncontrolled incineration - 18-20% HCl with pH 2 • Acid gas scrubber (SO2, HCl, HFl) usually ahead of ESP or baghouse • Wet scrubber • Spray dryer • Dry scrubber injectors
Nitrogen removal • Source removal to avoid fuel NOx production • T < 1500 F to avoid thermal NOx • Denox sytems - selective catalytic reaction via injection of ammonia
Air Pollution Control • Remove certain waste components • Good Combustion Practices • Emission Control Devices
Devices • Electrostatic Precipitator • Baghouses • Acid Gas Scrubbers • Wet scrubber • Dry scrubber • Chemicals added in slurry to neutralize acids • Activated Carbon • Selective Non-catalytic Reduction
Stoichiometric Insufficient O2 Excess Air Role of Excess Air – Control Three Ts T Amount of Air Added
Stoichiometric Insufficient O2 Excess Air Role of Excess Air – Cont’d Increasing Moisture Amount of Air Added
Role of Excess Air – Cont’d Stoichiometric NOx T Optimum T Range (1500 – 1800 oF) PICs/Particulates Insufficient O2 Excess Air Amount of Air Added
Ash • Bottom Ash – recovered from combustion chamber • Heat Recovery Ash – collected in the heat recovery system (boiler, economizer, superheater) • Fly Ash – Particulate matter removed prior to sorbents • Air Pollution Control Residues – usually combined with fly ash • Combined Ash – most US facilities combine all ashes
Ash Reuse Options • Construction fill • Road construction • Landfill daily cover • Cement block production • Treatment of acid mine drainage
Refuse Boiler Fabric Filter Stack Spray Dryer Tipping Floor Ash Conveyer Metal Recovery Mass Burn Facility – Pinellas County
Conclusions • Combustion remains predominant thermal technology for MSW conversion with realized improvements in emissions • Gasification and pyrolysis systems now in commercial scale operation but industry still emerging • Improved environmental data needed on operating systems • Comprehensive environmental or life cycle assessments should be completed
Return to Home page Updated August 2008