Download

1 / 271
2.71k likes | 2.72k Views
Learn the importance of product testing, factors affecting performance, and testing methods of plastic pipes and fittings. Discover the properties, advantages, applications, materials, and recommended tests for plastic pipes. Corporate training and planning included.

E N D
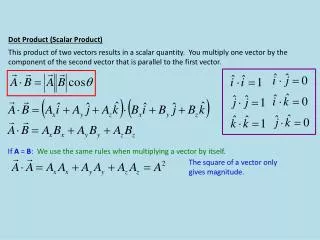
PRODUCT TESTING
CONTENTS • Introduction • Pipes & Fittings • Plastic Films & Laminates. • Containers • Woven Sacks • Plastic Flooring • Cellular Plastics • Testing of FRP • References Corporate Training & Planning
INTRODUCTION Importance of product testing: • To evaluate the performance of product. • To identify criticality of component performance in assembled condition. • To identify necessary changes in process parameters. • Modification of product or mould design. • To prepare instructions to avoid end user’s abuse. • To establish the reputation of the product. • Conformity of product to particular specifications. Corporate Training & Planning
INTRODUCTION Factors Responsible for Performance Products • Materials and its grade • Additives,modifiers and processing aids. • Plastic Processing Techniques e.g.Injectionolding, Extrusion, Compression molding etc. • Processing Parameters (e.g. Pressure,Temperature & Time etc.) • Pre Molding Operations e.g.Pre-heating,Pre-forming, compounding, Blending etc. • Post Molding operations such as Printing, decoration, drilling, trimming, electroplating, welding etc. • Mould & Product Design • End use conditions(e.g.Environmentalcondition,final assembly etc.) Corporate Training & Planning
PLASTIC PRODUCTS COVERED • Pipes and Fittings • Plastic Films and Laminates. • Plastic Containers • Woven Sacks • Plastic Flooring • Cellular Plastics • Testing of FRP Corporate Training & Planning
TESTING OF PIPES & FITTINGS Corporate Training & Planning
PLASTIC PIPES AND FITTINGS Introduction Definition : • Pipe is any round self – supporting continuous hollow cylinder with a minimum inside diameter of 12mm. • Fittings Corporate Training & Planning
PLASTIC PIPES AND FITTINGS • Advantages of Plastic • Following are the advantages of plastic pipes • Low manufacturing cost. • Lighter in weight and easy to handle. • Flexibility in design features. • Easy assembling & installation • High resistance to corrosion , water & Chemicals • Good weathering properties. • Low maintenance cost • Less chance to microbial growth inside pipe. • Low friction loss in transportation of water • More durability ( Life of UPVC pipe is estimated approx 100 years) Corporate Training & Planning
APPLICATIONS OF PIPES • Potable water supply • Tube-well construction • Domestic/Industrial Plumbing • Cable Duct Pipes • Soil, Waste & Rain water systems • Underground drainage and sewerage systems • Lift Irrigation system • Agriculture irrigation distribution systems • Subsoil drainage systems • Piping system for both fresh and salt waters • Effluent Treatment conveyance pipeline systems • Chemical conveying pipeline systems in industry • Centrifugal pump suction and delivery pipes Corporate Training & Planning
MATERIALS FOR PIPES • Commonly used plastic materials for pipes are • Polyvinyl Chloride (PVC) • Chlorinated Polyvinyl chloride(CPVC) • Acrylonitrile Butadiene Styrene(ABS) • Polypropylene(PP) • Polyethylene(HDPE, LDPE etc) • Fiberglass Reinforced Plastic Epoxy(FRPE) • Fiberglass Reinforced Plastic Polyester (FRPP) • Material selection Selection of correct piping material depends on application and environment. Ex : PP is preferred for chemical resistant & high temperature applications. ABS is preferred for high impact and crush resistant applications. Corporate Training & Planning
COMMONLY MANUFACTURED PIPES & RECOMMENDED TESTS
COMMONLY MANUFACTURED PIPES & RECOMMENDED TESTS
COMMONLY MANUFACTURED PIPES & RECOMMENDED TESTS Corporate Training & Planning
PRODUCT SELECTION The Selection of correct piping material for specific application depend upon many factors . These are : • The selection of correct piping depends as the application and environment. Example • For chemical resistant & high temperature applications, Polypropylene pipes are preferred. • For high impact and crush resistant applications pipes of ABS material are suitable. Corporate Training & Planning
PRESSURE RATING OF PIPES • Almost all the pipes are classified by pressure rating at a given temperature • As per IS : 4984 : 1995 at 300C and IS : 4985: 2000 at 27oC pressure ratings of pipes are according to their nominal pressure (PN) as below. • Other pipes & fittings manufactured according to IS standards are classified on similar pressure rating. • Generally swegger and drainage pipe are not rated based on the pressure Corporate Training & Planning
PRESSURE RATING OF PIPES • In USA standard dimension ratio ( SDR) is used to classify the pressure rating of thermoplastic pipe. • Standard dimension ratio ( SDR ) = Outside diameter of pipe Wall thickness of pipe • Thermo sets pipes are normally rating at maximum temperature where as thermoplastic at ambient temperature ( 740F – 750F ) • The most popular ratings are as below. • Thermo plastic pipes are designated with four digits and product alphabet prefix 1st digit = Type of resin 2nd digit = Grade of resin according to ASTM 3rd & 4th digit = Hydrostatic design stress divided by 100 • Example : CPVC 4120 means the resin is CPVC type 4, Grade 1, with a 2000 psi hydrostatic design stress Corporate Training & Planning
TEST PROCEDURES • Opacity Test : (IS: 4985:2000, 12235-86 (Part-3 ) • This test determines the percentage of visible light transmission through the wall of PVC pipe. The transmission of the light through the wall of pipe & fitting should not be more than < 0.2% • Significance : To check the conformity to the pipe & fittings to opacity test as per IS: 4985:2000 of relevant standard. • The transmission of the light through the wall of the pipe will caused photochemical reaction inside the pipe in the presence of heat and water • Such photochemical leads to scaling, algae formation and contaminate the potable water transported though the pipe and make unsuitable for drinking • Light transmission is generally high in thin wall pipe & less in thick wall pipes • When the light transmission is less than 0.2% the effect of Photochemical reaction and it’s effect will be insignificant • The additional of small amount of carbon black in PVC compound improves opacity ( reduces light transmission ) • Apparatus : Electronic opacity tester is used which consists of light source, photo electric cell, digital current meter Corporate Training & Planning
TEST PROCEDURES • PROCEDURE: • Cut 2 nos of 50mm x 50mm test pieces from the original thickness of the pipe & fitting. • Calibrate the equipment by adjusting the reading to zero by blocking the light from the light source fully and 100% when the light is switched in absence of test piece. • Check the precision of reading using standard lens to give absorption of 0.2% • Place the specimen on the support between the light source and photo detector cell • The percentage light transmitted is directly read from the opacity indicator • The percentage of light transmission should not exceed 0.2% • Result : The percentage of light transmission through the wall of the pipes is recorded as its result • Factors affecting opacity • Amount of the carbon black, and other compound in the pipe material • Wall thickness of the pipe( higher the wall thickness less is the opacity) Corporate Training & Planning
REVERSION TEST • Definition : Change in length along the surface of the pipe due to heat and subsequent cooling is called reversion. This test is recommended for UPVC and PE pipes. • The test is carried out by emerging a portion of pipe of a given length in the liquid or air medium for a specified period of time in relation to wall thickness and dia of the pipe • Significance : To check the conformity to the pipe to reversion test as per relevant standard. • During manufacturing of pipe certain degree of moulded in stresses ( residual stresses) and high degree of molecular orientation are introduced. These molecular orientation and stresses get relived by reversing on reheating. • Due to high day & night temperature variation in different environmental conditions the pipe undergoes expansion, contraction & stress relaxation process which leads to the change in dimension. • The pipe expands and contracts with the rise and fall of the temperature which leads to the failure of assembly particularly joints and water leakage may occur • The dimensional change in the longitudinal direction is measure on cooling to room temperature. • The acceptable limit of dimensional change is specified as per pipe material. Corporate Training & Planning
SPECIFIED TEST CONDITION FOR REVERSION TEST FOR VARIOUS TYPES OF PIPES
SPECIFIED TEST CONDITION FOR REVERSION TEST FOR VARIOUS TYPES OF PIPES
REVERSION TEST • EQUIPMENTS : • Electrical heated hot air oven (for HDPE pipes) Vernier caliper • Oil immersion bath ( for UPVC pipes) Scriber • PROCEDURE : • Cut the 3 pieces of 200 ± 20mm long piece of pipe in the axial length and scribe two lines at outside of surface of specimen 100mm apart • For HDPE pipe >200mm dia test piece from the circumferential arc of length of 200mm is cut from the pipe and scribe two line 100mm apart • Select the specified test conditions for various types of the pipe as given below in the table and set the required temperature in the air oven/oil bath as may be applicable for particular type of pipe • REVERSION TEST FOR HDPE PIPE • Place the duly marked test sample into the oven for the specified period of time in the air oven at at the temperature indicated in the table • Remove the specimen from the oven after specified period and cool in air to ambient temperature • The distance between two marked along the surface of the specimen is measured. Corporate Training & Planning
REVERSION TEST • The percentage of Reversion is calculated using the following formula R ( % ) = lo – lix 100 lo where R is the reversion, lo and li are the lengths before and after test. Oil Immersion method : ( For UPVC pipes ) • Marked UPVC pipe specimens are immersed in an oil bath at 150 + 2oC for a specified duration as given in the table according to the wall thickness of the pipe. • After expiry of the test duration specimens is removed from oil bath and cooled in air to ambient temperature. • The percentage reversion is calculated using the above formula. • The maximum reversion percentage limits for HDPE pipes is +3 % while that for UPVC pipes is +5 %. Corporate Training & Planning
HYDROSTATIC PRESSURE TEST( INTERNAL PRESSURE CREEP RUPTURE TEST) • The most important and commonly used pressure tests are • (i) Acceptance or test Short term test • (ii ) Type test or Quality also known as test Long term test • (iii) Brust pressure • (i) Acceptance (Short term test) :- Short term testing is called instantaneous pressure test. This test is generally used for quality control test and to check batch to batch uniformity for acceptance of materials. Under this test pipes are brought to specified temp and pressure and then instantaneously pressure is increased to burst or maintained for specified test time. Corporate Training & Planning
HYDROSTATIC PRESSURE TEST( INTERNAL PRESSURE CREEP RUPTURE TEST) (ii) Type test (Long term test) : - • In this test pipes are held at standard condition of sure and time (between 100 to 1000 hours). The constant temp and pressure is maintained for the specified period. The failure or bursting of the pipes are observed. • The long term or Quality test is generally carried out to characterize material and prove the suitability and performance ( creep resistance ) of new composition or new size of pipe. • The test conditions for various pipes is given in table 1 • Brust Pressure : • Under this test pipe is subjected to Hydrostatic pressure and increased to it’s maximum brust pressure. Corporate Training & Planning
MECHANISM OF PRESSURE DISTRIBUTION INSIDE THE PIPE Corporate Training & Planning
MECHANISM OF FAILURE • Pipe failed by two mechanism I.e Creep & Creep propagation • CREEP : • Creep cause a gradual increase internal volume, thinning of the wall and increased in pipe diameter and length • The variation in the dimension or in material causes differential creep with HDPE pipes • Localized yielding and ruptured leads to the ductile failure • When the pipes are subjected to internal hydrostatic pressure test, generally two types of stress component are developed inside the pipe i.e ( shown in figure ) • ( i) Longitudinal stress • (ii) circumferential stress or hoop stress. • The amount of hoop stress is generally two times higher than longitudinal stress. • Thus it is the single largest stress present in pipe system under pressure responsible for failure of pipe. Corporate Training & Planning
MECHANISM OF FAILURE • Thehoop stress is expressed by following formula. S = P ( D – t ) / 2t Where, S = Hoop stress ; P = Internal pressure ; D = Outside diameter of pipe t = Minimum wall thickness of pipes TYPES OF FAILURE • Failure in the pipe may be either brittle or ductile. • Brittle failure is common in rigid pipe such as PVC where as ductile failure in tough and elongation material such as P.E Corporate Training & Planning
Sl. No. IS No. Tests Length of test sample Test temp. (0C) Test Duration (Minimum holding time in hr) Induced stress (MPa) 1. IS 4984:1995 Acceptance test X10 of OD of pipe but less than 250mm & more than 750mm 80 48 3.8 (for PE 63) 4.9 (for PE 80) 5.5 (for PE 100) Type test -do- 80 165 3.8 (for PE 63) 4.6 (for PE 80) 5.5 (for PE 100) 2. IS 4985:2000 Acceptance test -do- 27 1 4.19XPN Type test -do- 60 1000 1.16XPN 3. IS 14333-1996 Acceptance test -do- 80 48 4.1 Type test -do- 80 165 3.5 4. IS 12786:1989 Acceptance test -do- 20 1 6.9 Quality test -do- 70 100 2.5 5. IS 14151 (Pt-I):1999 Acceptance test -do- 70 70 5.4 Quality test -do- 70 100 5.0 INTERNAL HYDROSTATIC PRESSURE The standard conditions for hydrostatstic pressure test for various types of pipes according to IS speciation is as below. Corporate Training & Planning
INTERNAL HYDROSTATIC PRESSURE(Acceptance Test for UPVC pipe as IS : 4985:2000) • Definition : It may be defined as ability of the pipe to withstand a specified constant hydrostatic pressure for specified period of time at specified temperature without showing any failure • It consists of subjecting the specified length of pipe to a constant internal pressure at constant temperature for a specified period of time • Significance : To check the conformity of the pipe to hydrostatic pressure test (Acceptance test) for one hour to IS : 4985 : 2000 • Apparatus : Hydrostatic pressure machine capable to maintain required test pressure automatically • Standard end fittings and other accessories • Thermostatically controlled water bath • Specimens : The pipe samples shall be cut in the length of equal to 10 times of Outside Diameter of the pipe but it shall not less than 250mm or greater than 750 mm as free length Corporate Training & Planning
INTERNAL HYDROSTATIC PRESSURE(Acceptance Test for UPVC pipe as IS : 4985:2000) PROCEDURE : • Attach end plugs at both end of the pipes such that internal pressure is exerted and transmitted to the pipe. • Fill the pipe with water at ambient temperature through a closable opening in end of the pipe • Immerse the pipe in a water bath maintained at 270C • Calculate the test pressure by multiplying 4.19 times of working pressure of the pipe • Increase the pressure gradually in the test assembly to a test pressure without sock preferably within 10 to 30 seconds. • Maintained the test pressure in the pipe for one hour • At the end of one hour observed the pipe for the any kind of failure • Record the observation of the test and it’s result Result : The pipe should not burst or ruptured or failure with in one hour of the test Corporate Training & Planning
INTERNAL HYDROSTATIC PRESSURE(Type Test for UPVC pipe as IS : 4985:2000) Definition : It may be defined as ability of the pipe to withstand a specified constant hydrostatic pressure for specified period of time at specified temperature without showing any failure • It consists of subjecting the specified length of pipe to a constant internal pressure at constant temperature for a specified period of time Significance : To check the conformity of the pipeto hydrostatic pressure test (Type test) for one hour to IS : 4985 : 2000 Apparatus : Hydrostatic pressure machine capable to maintain required test pressure automatically • Standard end fittings and other accessories • Thermostatically controlled water bath Specimens : The pipe samples shall be cut in the length of equal to 10 times of Outside Diameter of the pipe but it shall not less than 250mm or greater than 750 mm as free length Corporate Training & Planning
INTERNAL HYDROSTATIC PRESSURE(Type Test for UPVC pipe as IS : 4985:2000) PROCEDURE • Attach end plugs at both end of the pipes such that internal pressure is exerted and transmitted to the pipe. • Fill the pipe with water at ambient temperature through a closable opening in end of the pipe. • Immerse the pipe in a water bath maintained at 600C . • Calculate the test pressure by multiplying 4.16 times of working pressure of the pipe. • Increase the pressure gradually in the test assembly to a test pressure without sock preferably within 10 to 30 seconds. • Maintained the test pressure at constant temperature of 600C in the pipe for 1000 hours. • At the end of 1000 hours observed the pipe for the any kind of failure . • Record the observation of the test and it’s result . Result : The pipe should not burst or ruptured or failure with in one hour of the test. • The hydrostatic pressure test for remaining other pipes shall be conducted following the above procedure at the pressure, temperature and duration. Corporate Training & Planning
BURST STRENGTH TEST Introduction: • Burst strength test determine the ability of a plastic pressure vessel to resist rupture when it is pressurized for a short period of time In this test the plastics pipes are subjected to a very high internal pressure for short period of time. Time and rupture strength is determined by continuously increasing internal hydraulic pressure at controlled temperature and environmental conditional. Procedure: • Specimens of 150 mm length are cut from the pipe. Specimens are attached with end fittings at both the ends and filled with water. Pipes are connected to hydrostatic pressure testing machine and the pressure is increased uniformly and continuously until the sample. The pressure at which pipe bursts and time to failure are recorded. Corporate Training & Planning
SULPHATED ASH CONTENT TEST Introduction: The physical properties , dimensions ,finish and performance of pipes is influenced by the fillers compound. This also influences the specific gravity of the pipe specific gravity of the pipe. It provides advantageous effects up to certain limit. But beyond the recommended limit the quality and performance of the pipe is affected. • The test is carried out by calcinations with sulphuric acid and treatment after combustion by burning the substance and transforming the residue into the sulphates using concern H2So4 and finally heating the residue at 8500C until constant mass is reached. The detailed procedure is given below. Definition: It may defend as the percentage of the ash quantitatively present in the pipe after heating, paralysis and calcinations with sulphuric acid after combustion. Significance : • For the quality control of the pipe • To check the conformity of the pipe to sulphated ash content as per IS:485:2000 Corporate Training & Planning
SULPHATED ASH CONTENT TEST REAGENT : Concentrated Sulphuric Acid (Density 1840 kg/cm2 ) EQUIPMENTS • Crucible : Silica or Platinum crucible having upper diameter between 45 – 75mm and height equal to diameter of crucible • Analytical : Analytical weighting balance capable of weighing sample and crucible to the accuracy of 01 mg. • Bunsen Burner: Bunsen Burner and tripod stand or other suitable heating device. • Muffle Furnace : Muffle furnace capable of maintaining temp of 850 ± 100 C • Pipette : Glass Pipette of appropriate capacity. • Dessicator : Dessicator with Cacl2 as drying agent for cooling the crucible. • Tongue : The tongue of sufficient length for handling crucible in hot condition. • Sample : Small cut pieces of the pipe approximately 10 to 15gm • Conditioning : Wash and clean the crucible and heat in the muffle furnace at 8500C until the constant mass is achieved. Corporate Training & Planning
SULPHATED ASH CONTENT TEST PROCEDURE : • Take the mass of crucible and put about 2- 5gms samples cut from pipe. • The weight of the sample along with the crucible is taken • Sample is heated on bunsen burner until evolving of smoke from sample is ceased. • Then it is allowed to cool. • After cooling Sulphuric Acid is added to the residue drop wise by means of pipette until residue is soaked completely. • Subsequently It is again heated on the burner until evolution of smoke ceases. • The crucible is placed in a muffle furnace maintained at 850+10oC and heated until the constant mass is reached. • The crucible is allowed to cool in a desiccator to room temp and the mass is taken • The mass of the residue is recorded of as sulphated ash content CALCULATION & RESULT • The sulphated ash content is calculated as follows: % Sulphated Ash Content (By mass) = Mass of residue x 100 Mass of sample • The sulphated ash content should be within the specified limit. Corporate Training & Planning
IMPACT TEST (RESISTANCE TO EXTERNAL BLOW AT 0o C) INTRODUCTION : • Impact resistance property of pipe has considerable importance. The ability of pipe to withstand socking load is a decisive factor. Therefore in order to ensure satisfactory field performance of unplasticized PVC pipe, the measurement of impact resistance at low temperature is important. • SCOPE : This test method covers to the determination of resistance of external blow at 00 C for UPVC pipe as IS:4985: 2000 DEFINITION : • TRUE IMPACT RATE : The total number of failure divided by total number of blows as a percentage as if whole both had been testes • Failure : Shattering or any crack or spilt on inside of the pipe that was caused by the impact and that can be seen by naked eye (lightning devices may be used to assist is examining the specimen Corporate Training & Planning
IMPACT TEST (RESISTANCE TO EXTERNAL BLOW AT 0o C) SIGNIFICANCE : Impact strength signifies the toughness of the pipe and hence that the ability withstand socking load • The test is used for quality control of the pipe • To check the conformity of the pipe to resistance to the external blow at 00 C as per IS:4985:2000 FACTORS AFFECTING: The impact resistance of plastic not only depends basis properties of materials, but also on many factors such as environmental condition, nature of blow frequency of sock etc. EQUIPMENTS • Free falling the impact tester which mainly consists of a rigidly fixed main frame • A striker of standard mass with free movement on a guide • A specimen support comprising of 120o steel V block at least 250 mm long • A release mechanism for the striker • Suitable deep freezer/ liquid bath capable of maintaining temperature 0 ± 10 C Corporate Training & Planning
IMPACT TEST (RESISTANCE TO EXTERNAL BLOW AT 0o C) SPECIMEN : Sufficient no. of cut pieces of pipe of 200± 10mm long to achieve minimum 40 strike • The no. of test pieces may be more in case of failure. • marked on circumference at equidistance of 50mm to take one strike. The pipes • Pipes below 40mm size are tested for only one strike CONDITIONING : Pipe samples are conditioning in deep freezer/ liquid bath according to their wall thickness as given below Corporate Training & Planning
IMPACT TEST (RESISTANCE TO EXTERNAL BLOW AT 0o C) PROCEDURE • The type and mass of the striker and height of free fall from is selected according to the nominal diameter of the pipe from Table – 9 of IS:4985:2000 • The test height is measured in the equipment and marked for test • Condition the specimen at 00C ± 1 for the specified period is taken out from the liquid bath/ deep freezer and is placed on “V-Block” • The specified mass of the striker is allowed fall freely on the test specimen at different marked points on its outer surface by rotating the specimen about it’s axis PROCEDURE • The process is continued until all marked lines have been tested or until a failure as a result of cracking of splitting is recorded • Pipes their shall be no failure at the pipe upto 39 strikes. However, test and it’s conformity can be made according table-11 of IS:4985:2000 FACTORS AFFECTING : • The composition of the material and filler content in the compound • Fusion& Homogeneity of the compound • Processing conditions and parameters • Amount of impact modifier in the compound Corporate Training & Planning
EFFECT ON WATER TEST ( FOR RPVC PIPES & FITTINGS) INTRODUCTION: • In the process of the UPVC pipe some additives, such as organo –metallic salts are used as stabilizers. These stabilizers are based on heavy metal compounds of Pb, Sn, Cd & Hg. etc • At a time one are more than one of these stabilizers in the compound may be used. As such a portion of these compounds gets consumed during the processing of pipe but remaining portion present in pipe may leach in when coming in contact of water and produced a toxic effect to potable water. This affects the quality of water as well as causes health hazard. SIGNIFICANCE : • This test is carried out to check that UPVC pipes manufactured pipe are safe for transportation of drinking water or not • To develop PVC compound and verify manufacturing process Corporate Training & Planning
EFFECT ON WATER TEST ( FOR RPVC PIPES & FITTINGS) EQUIPMENT : • Pre-washing arrangement of pipes before test, locking with arrangements PE stopper, • Arrangement for Extraction and collection of water sample • UV visible spectrophotometer/ atomic absorption spectrophotometer with graphite furnace and hydradide generator and lamp for detection of Pb, Sn, Cd & Hg. SPECIMEN : • A cut pieces of the pipe of one meter length • Extraction of water sample : Test sample for this test is obtained by flowing water continuously through the pipe for six hours. Subsequently pipes are filled with carbonized water by closing it’s one end. The extracts of water are collected at specified time interval. Corporate Training & Planning
EFFECT ON WATER TEST ( FOR RPVC PIPES & FITTINGS) PROCEDURE : • The quantitative analysis of substances present in the extracted water sample like Lead, Tin, Cadmium, Mercury etc is carried out by analytical or instrumental method, using UV visible spectrophotometer or atomic absorption spectrophotometer. • The quantitative analysis of these toxic substances in water sample by atomic absorption spectrophotometer is very fast and accurate. RESULT The toxic substance shall not exceed the following concentration • Lead (I ext) 1.0mg/I (1.0 ppm) • Lead (III ext) 0.3mg/I (1.3 ppm) • Sn (III ext) 0.02mg/I (0.02 ppm) • Cd (All III ext) 0.01mg/I (0.01 ppm) • Hg ( All IIII ext) 0.01mg/I (0.01 ppm) Corporate Training & Planning
STRESS RELIEF TEST( FOR UPVC PIPES & FITTINGS ) INTRODUCTION : • During manufacturing or fabrication of sockets some degree of moulded in stress are introduced in the socket particularly in the expanded portion. These moulded in stress weaken the pipes and fittings this leads to localized failure. • Test is conducted by subjecting bell ended/ socketed portion of UPVC pipes and fittings in hot air oven at 150 ± 20C temperature for one hour then cooled slowly to the room temperature and visually examined for a verity of attributes DEFINITION : • It may defined as the process of heating the test portion and subsequently cooling and examining for the any warpage, blistering, wall separation, fish scaling and distortion in the component Corporate Training & Planning
STRESS RELIEF TEST( FOR UPVC PIPES & FITTINGS ) SIGNIFICANCE : • This test indicates the label of moulded in stress at expanded portion of the socket/ Bell end portion by observing/ checking of the severity of the war page , blistering, wall separation & distortion etc. • The stress indicates level of weaken of the product • Test is used for quality control and R&D purpose • The test is carried out to very the conformity of UPVC pipes and fittings to relevant IS specification. EQUIPMENT : • Hot air oven capable of maintaining 150 ± 20C temperature • Profile projector, Micrometer etc. TEST SAMPLE : • Bell ended/ expanded portion of UPVC pipe & fittings Corporate Training & Planning
STRESS RELIEF TEST( FOR UPVC PIPES & FITTINGS ) PROCEDURE : • Socket end of pipes & fittings is taken marked two parallel lines both side is taken about 25mm apart from the stress prone area. • Test temperature of 150 ± 20C is maintained in air oven and marked pipes/ fittings are placed in the oven for one hour. • After one hour the samples are removed from oven and cooled room temperature • Socketed portion is visually examined for any blister, excessive delaminating or cracking sign of weld line splitting by sectioning the marked line. RESULT: • Observation of visual examination is recorded FACTORS EFFECTING : • Design and wall thickness of the pipes and fittings. • Process temperature and rate of cooling during moulding in fabrication • Material and it’s composition Corporate Training & Planning
DENSITY FOR HDPE PIPES SIGNIFICANCE: • Density of the polyethylene material is important because properties of pipe such as rigidity, it’s hydraulic characteristics, creep and other performance of pipe depends upon the density of base polymer & compounds. Butyl acetate is for determination of density by displacement method. PROCEDURE: • Butyl acetate is taken in suitable container and its density is measured by hydrometer. Test piece of suitable size is cut from the pipe and is attached with fine Nylon wire for hanging in weighing balance. • Mass of specimen in air is taken accurately to 0.1 mg. Beaker filled with butyl acetate is placed under the sample hanging with wire and mass of sample is taken in butyl acetate. Corporate Training & Planning