Download

1 / 59
630 likes | 729 Views
Explore KCC's new waterborne coating systems for containers, with organic-inorganic hybrid technology, exceptional weatherability, and low VOC content. Learn about recommended procedures and conditions for application, including interior and exterior coatings for dry and reefer containers. Discover the technology behind these coatings, such as the strong bonding energy and long-term protection mechanisms. Get insights into performance test results, including anti-corrosive properties and VOC emission reduction. Enhance your container coating process with KCC's cutting-edge solutions.

E N D
Waterborne Coatings For Containers
Contents Introduction of KCC’s New Waterborne Coatings I Technology & Performance II Recommended Working Procedure & Condition III Application References IV
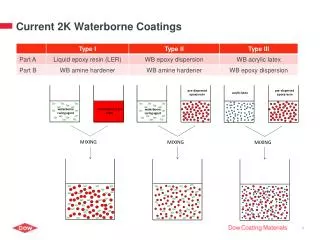
, KCC s R&D History for WB Container Coatings 1990s The 1st generation WB coating system. Suitable for low-speed production line at container manufacturers. W-series 2008 Organic-inorganic hybrid technology. Excellent weatherability, anti-contamination property Finish for new building & refurbishing containers. New tech. Waterborne Top coat The 2nd generation WB coating system. Good anticorrosive property Good resistance to abrasion & impact Very Low VOC contents ‘Ecosil Superb’ Full waterborne 3coat system ‘Ecosil Superb’ Full waterborne 2coat system The 3rd generation WB coating system. Non-zinc primer but, excellent anti- corrosive property. Highly economic & good workability. 2009~2011 2013~
New Waterborne Coating System # For Dry Container Exterior 3coat 2coat Top40~50㎛ Top45~50㎛ Mid40㎛ Mid45~50㎛ Primer20㎛ Shopprimer10㎛ Shopprimer 10㎛ Interior 2coat 1coat Top40~50㎛ Top50~60㎛ Primer 20㎛ Shopprimer 10㎛ Shopprimer 10㎛
New Waterborne Coating System # For Reefer Container SUS substrate Top50㎛ Mid40㎛ Steel parts Metallizing Zinc primer Top50㎛ Top50㎛ Mid40㎛ Mid40㎛ Primer 20㎛ Zinc metalizing Shopprimer 10㎛
Organic-Inorganic Hybrid Top Coat for Ext. Organic-Inorganic Hybrid Emulsion structure Surfactants layer Polymer Core Silicone-modified acrylates Organic part Inorganic part
Organic-Inorganic Hybrid Top Coat for Ext. Strong Bonding Energy Siloxane (Si-O-Si) Structure -- Strong Bonding -- Stable for UV & Heat than Organic Coatings
Organic-Inorganic Hybrid Top Coat for Ext. Novel Technology Conventional Good Weatherability : QUV-A, 600hours - Color difference : Max. 0.5 - Gloss retention : Min. 80% Novel Technology Conventional Good Dirt pickup resistance : Carbon black solution test - Very easy to remove contamination
Long term Protection technology Conventional WB epoxy Novel WB epoxy Uniform film formation - Enhance barrier property - High cross-linking density Cathodic protection & passivation - Long term protection technology - Electro-chemical corrosion control
Performance Test Results a. Anti-corrosive performance Novel Technology Conventional Novel Technology Conventional Excellent anti-corrosion properties - Salt fog 1000hours - No blister Good temporary protection(Shop primer) - Salt fog 150hours - No blister, No rust
Performance Test Results (IICL) Exterior system Interior system
VOC Emission Full waterborne coating system can reduce substantial amount of VOC emission in painting process. Dry Container Reefer Container
III. Recommended working Procedure & Condition
Recommended Procedure & Conditions Interior Topcoat/ Exterior Midcoat Zinc-Rich Primer coat • Setting • Setting • Dry oven • Cooling Decal and Flooring Exterior Topcoat • Setting • Dry oven
Shop priming line Stacking Cooling Setting Spray Dry oven Temp. : Ambient Humid : 20~80%RH Time : - * Air blowing Temp. : Ambient Humid : 20~80%RH Substrate temp. : Min. 10℃ Temp. : 60~80℃ Humid : 20~80%RH Time : 80~120sec. *Hot air blowing *Ventilation required Temp. : Ambient Humid : 20~80%RH Time : 60~120sec. * Air blowing Temp. : Ambient Humid : 20~80%RH ※ Thisprocedure & conditions were set up based on our actual experiment. It can be changed by each painting line’s structure & condition.
Main Painting Line • Dry container 3coating system & Reefer container steel parts zinc primer system(ExcludingInterior) Zinc Primer coat Dry oven Setting Exterior middle /Interior top Setting Temp. 10~35℃ Humid 40~80%RH *Ventilation required Temp. 20~40℃ Humid ~80%RH Air blow 1.0~1.5m/s Time10min *Warm air blowing *Ventilation required Temp. 10~35℃ Humid 40~80%RH *Ventilation required Temp. 15~40℃ Humid ~75%RH Air blow 1.0~1.5m/s Time6~10min *Warm air blowing *Ventilation required Temp. 40~50℃ Humid ~45%RH Air blow 1.0~1.5m/s Time15~20min *Hot air blowing *Ventilation required cooling Final dry oven 1st dry oven Exterior top coat Setting Temp. 60~70℃ Humid ~30%RH Air blow 1.0~1.5m/s Time 20min *Hot air blowing *Ventilation required Temp. 40~50℃ Humid ~45%RH Air blow 0.5~1.0m/s Time 10min *Hot air blowing *Ventilation required Temp. 20~40℃ Humid ~75%RH Air blow 0.5~1.0m/s Time10min *Warm air blowing *Ventilation required Temp. 10~35℃ Humid 40~80%RH *Ventilation required Temp. ~30℃ Humid ~80% RH Air blow 3.0m/s Time 10min *Ventilation required *Air blowing ※ Thisprocedure & conditions were set up based on our actual experiment. It can be changed by each painting line’s structure & condition.
Main Painting Line b. Reefer container coating system for SUS substrate Dry oven Exterior middle Setting cooling Exterior top coat Temp. 10~35℃ Humid 40~70%RH *Ventilation required Temp. ~35℃ Humid ~80% RH Air blow 1.0~1.5m/s Time 10~15min *Ventilation required *Air blowing Temp. 10~35℃ Humid 40~70%RH *Ventilation required Temp. 20~40℃ Humid ~70%RH Air blow 1.0~1.5m/s Time10~15min *Warm air blowing *Ventilation required Temp. 50~60℃ Humid 15~30%RH Air blow 0.5~1.0m/s Time15~20min *Hot air blowing *Ventilation required Final dry oven 1st dry oven Setting Temp. 60~80℃ Humid 20~30%RH Air blow 1.0~1.5m/s Time 20~30min *Hot air blowing *Ventilation required Temp. 35~40℃ Humid ~40%RH Air blow 0.5~1.0m/s Time 10~15min *Hot air blowing *Ventilation required Temp. 20~40℃ Humid ~70%RH Air blow 0.5~1.0m/s Time10~15min *Warm air blowing *Ventilation required ※ Thisprocedure & conditions were set up based on our actual experiment. It can be changed by each painting line’s structure & condition.
Recommended working conditions ※ This table contains laboratory recommendations. It could be differ from actual line condition. ※ Before 1st coat, the substrate surface temperature should be reached 30~40℃ for fast line speed. ※ Zinc primer dry(50±5℃) oven is highly recommended for fast line speed.
Waterborne Paint Drying Mechanism It is the reason why modification is necessary for some CT manufacturing line. Emulsion particle Coalescent Water Capillary force a) Wet paint b) Evaporation of water : The capillary forces press the particles against one another ※ depending on Temperature, humidity and airflow c) Coalescing stage : There is interdiffusion or Cross- linking of polymer chains. ※ depending on Temperature and airflow d) Continuous film formation
참고2-5] Waterborne Paint Drying Mechanism Emulsion particle Coalescent Water Water evaporation rate equation gh = Θ A (xs- x) gh = amount of evaporated water per second (kg/h) Θ = (25 + 19 v) = evaporation coefficient (kg/m2h) v = air flow rate above the water surface (m/s) A = water surface area (m2) xs = humidityratio in saturated air at the same temperature as the water surface (kg/kg) x = humidityratio in the air (kg/kg) Xs = 0.62198 pws / (pa - pws) pws = saturation pressure of water vapor Pa = pressure of atmosphere pws = e(77.3450 + 0.0057 T - 7235 / T) / T8.2 T = Dry bulb temperature According to the above equation, there are close correlation between water evaporation rate and three factors - temperature, humidity and air flow rate. a) Wet paint b) Evaporation of water : The capillary forces press the particles against one another ※ Depending on temperature, humidity and air flow rate c) Coalescing stage : There is interdiffusion or Cross- linking of polymer chains. ※ Depending on temperature and air flow rate d) Continuous film formation
Spray zone RH • South China needs to control humidity • Middle China needs to control humidity • in rainy season • North China needs to control Temperature • Generally, spray workability can be • advanced slightly by adding some kinds • of solvents. • However, these raw materials cause • decreasing long term performances and • increasing VOC contents. Insufficient drying speed(sagging,flash rust) ↑ → Dust, crack, orange peel etc. ← Lower than MFFT ↓ Dust spray Temperature
Setting zone Zinc primer Ext. middle & Int. topcoat Ext. topcoat RH Air flow rate : 1.5m/s Air flow rate : 1.0m/s Air flow rate : 1.0m/s Dew point gap below 3℃ ↑ Dew point gap below 3℃ ↑ Dew point gap below 3℃ ↑ Flash rust ↑ Flash rust ↑ Insufficient dry corrugated area ↑ → Crack, pinhole bubling → Difficult to cooling down → Crack, pinhole bubling ← Mud cracking ← Mud cracking ← Mud cracking Temperature • Generally, containerpainting lines have no zinc primer oven. Zinc primer should be almost dried • in the setting stage. • Ext. middle, topcoat and Int. topcoat should be touch dry before going in dry oven. • In the setting stage, • Temperature is too high, it may cause poor appearance like crack, pinhole, etc. • Temperature is too low, it may cause mud cracking and insufficient film performance. • Humidity is too high, it may cause insufficient dry before dry oven and make flash rust in a few minutes. • Low humidity doesn’t matter in the setting zone. • Proceeding the paint work, the internal space of painting line is getting increasingly wet. • So, humid control is necessary. • - Too fast air flow may cause cracking of film surface.
Dry oven Ext. middle & Int. topcoat dry oven Ext. topcoat 1st dry oven Final dry oven RH Air flow rate : 1.5m/s Air flow rate : 1.5m/s Air flow rate : 1.0m/s Dew point gap below 3℃ ↑ Insufficient dry corrugated area ↑ → Difficult to cooling down → Crack, pinhole, bubling Insufficient cure ← can cause decal work failure ← Hard to reduce humidity Hard to reduce humidity ← ← Hard to reduce humidity Temperature • Preceding two dry ovens make each film tack free and final dry oven make hard dry film. • Low humidity doesn’t matter in the dry ovens. • Ext. middle, topcoat and Int. topcoat should be touch dry before going in dry oven. • In the preceding two dry oven, • Temperature is too high, it may cause poor appearance pinhole, bubbling, etc. • Temperature is too low, it may cause insufficient dry for succeeding coat. • Humidity is too high, it may cause insufficient dry for succeeding coat. • Inthe final dry oven, • Temperature is too high, it may cause poor appearance pinhole, bubbling, etc. • Temperature is too low, it may cause decal work failure like peel off during decal sticker removal. • Humidity doesn’t matter. However, continuous humidity control and ventilation are necessary. • if not, we may meet finnish steam ‘Sauna’.
Recommended conditions Zinc primer setting zone Ext. middle & Int. topcoat setting zone Ext. topcoat setting zone RH Air flow rate : 1.5m/s Air flow rate : 1.0m/s Air flow rate : 1.0m/s Dew point gap below 3℃ ↑ Dew point gap below 3℃ ↑ Dew point gap below 3℃ ↑ Flash rust ↑ Flash rust ↑ Insufficient dry corrugated area ↑ → Crack, pinhole bubling → Difficult to cooling down → Crack, pinhole bubling ← Mud cracking ← Mud cracking ← Mud cracking Temperature Ext. middle & Int. topcoat dry oven Ext. topcoat 1st dry oven Final dry oven RH Air flow rate : 1.5m/s Air flow rate : 1.5m/s Air flow rate : 1.0m/s Dew point gap below 3℃ ↑ Insufficient dry corrugated area ↑ → Difficult to cooling down → Crack, pinhole, bubling Insufficient cure ← can cause decal work failure ← Hard to reduce humidity Hard to reduce humidity ← ← Hard to reduce humidity Temperature
2nd Generation Field Test Results(2008~2015) • Showed good appearance • Showed good compatibility with • solventborne middle coat • Minor pinhole, popping phenomena • occurred in excessive film thickness area
2nd Generation Field Test Results(2008~2015) • Showed good appearance • Showed good workability
2nd Generation Field Test Results(2008~2015) • Appearance was generally good. • Some boxes showed top coat cracking cause by high D.F.T
2nd Generation Field Test Results(2008~2015) • Appearance was generally good. • Some boxes showed top coat cracking cause by high D.F.T
2nd Generation Field Test Results(2008~2015) • Shows good appearance • Good workability
2nd Generation Field Test Results(2008~2015) • Shows good appearance • Good workability
2nd Generation Field Test Results(2008~2015) • Shows good appearance • Good workability Solvent borneWaterborne
2nd Generation Field Test Results(2008~2015) • Shows good appearance • Good workability
2nd Generation Field Test Results(2008~2016) • Shows good appearance • Good workability
2nd Generation Field Test Results(2008~2016) • Shows good appearance • Good workability
2nd Generation Field Test Results(2008~2016) • Shows good appearance • Good workability and performance KCC Competetor
2nd Generation Field Test Results(2008~2016) • Shows good appearance • Good workability
Case study for expected Problems • Crack Solution a. Before hot dry oven or succeeding coat, dry condition should be reached touch dry (Setting zone should be maintained warm and dry) b. Dry oven temperature increase gradually (Low temperature → high temperature) c. Avoid excessive film (Especially, control stripe or touch up area WFT) d. Adjust hot air direction and flow rate (Do not blow hot air perpendicular to wet paint surface) • Paint film cracks are frequently occurred on excessive thickness area and insufficient dry before succeeding coat. - When wet paint film directly expose hot high velocity air without enough setting time. - At cold and wet condition, more serious.
Case study for expected Problems • Pinhole Solution a. Control the paint deaeration and substrate wetting. (Need to improve the paint) b. Do not make bubbles during mixing paint (Moderate speed agitation during mixing) c. Avoid excessive film (Especially, control stripe or touch up area WFT) d. Control spray pattern (Find proper nozzle size and distance between nozzle and substrate) e. Dry oven temperature increase gradually (Low temperature → high temperature) • Pinholes are occasionally occurred by poor deaeration and wettability. - When surface dry too quickly, the captured air blow out and make narrow hole.
Case study for expected Problems • Popping Solution a. Control the dry oven temperature b. Do not make hot air blow directly contact wet paint surface c. Avoid excessive film (Especially, control stripe or touch up area WFT) d. Before hot dry oven, dry condition should be reached touch dry (Setting zone should be maintained warm and dry) e. Dry oven temperature increase gradually (Low temperature → high temperature) • Poppings are occasionally occurred by high temperature exposure. - When wet surface expose very high temperature, water or cosolvent boiled instantly and make circle shape marks.
Case study for expected Problems • Bubble Solution a. Control the dry oven temperature b. Do not make hot air blow directly contact wet paint surface c. Avoid excessive film (Especially, control stripe or touch up area WFT) d. Before hot dry oven, dry condition should be reached touch dry (Setting zone should be maintained warm and dry) e. Dry oven temperature increase gradually (Low temperature → high temperature) • Bubbles are occasionally occurred by high temperature exposure. - When prior coat didn’t dry enough and succeeding coat thickness is thick, at very high temperature, water or cosolvent evaporate instantly and make bubbles.
Case study for expected Problems • Premature film blistering Solution a. Control early water resistance of the coating system(Need to improve the paints) b. All the coating films must be dried completely, before yard stacking (Reduce the painting line speed, and raise up dry oven temperature) • Premature blistering are occasionally occurred by poor early water resistance or insufficient dry. - Just after yard stacking in rainy season, some paint makers have this kinds of problem. (KCC has no any problem in rainy season)
Case study for expected Problems • Flash rust Solution a. Add flash rust inhibitor (This is effective but, can affect long term anti-corrosion performance) b. Avoid excessive film (Usually, thick film remains wet so long) c. Touch up completely after 2nd blasting. And then, dry quickly. d. Control 1st blasting surface profile properly e. Control paint dry conditions, especially, roof inside of the container. Evaporated humid is remaining inside roof so long time and can cause slow dry. • Flash rust is occasionally occurred by slow dry on bare steel area. - When 2nd blasted welding line was missing touch up or 1st blasted steel plate surface profile was too deep, wet paint can cause flash rust.
Case study for expected Problems • Decal work failure Solution a. Check all the dry oven temperature. (Dry oven malfunction can cause insufficient curing. Immediately fix it) b. Do not attach the decal before cooling down c. If decal failure occur, decal margin should be detached in the yard • Decal work failure is occasionally occurred by insufficient dry of the whole coating system. - During the decal detachment work, paint films peel-off together with the decal margin.
Case study for expected Problems • Fish eye or Cratering Solution a. Cleaning the spray equipment thoroughly before using waterborne paint b. Cleaning the painting line environment c. Removing the oily contaminations on the substrate before painting d. Foreign contamination in the paint can be removed by filtering. e. Reducing thinning ratio. If needed try to thin by water soluble solvent. (Add more water make increasing surface tension of the paint, it can be worse) • Fish eye and cratering are occasionally occurred by foreign contamination in paint or on substrate.
Case study for expected Problems • Sagging Solution a. Minimize stripe coat or touch up (Reducing spray nozzle orifice is effective) b. Reduce thinning ratio Sometimes, add more water is effective (Occasionally, over spray can caused by poor wetting of the paint. Spray workers keep spraying several times same area to get smooth wet film) c. Control dry condition (Dehumidifying facilities are highly recommended) d. Do not spray wet-on-wet • Sagging is occasionally occurred by high film thickness. - Usually, excessive film thickness area showed saagging.