Download
1 / 14
140 likes | 286 Views
二、刀具切削过程 1. 刀具切削过程的实质 金属切削过程就是利用刀具从工件上切下切屑的过程,也就是切屑形成的过程,其实质是一种挤压变形过程。 图 1.25 中, a )为塑性金属受压时,在与作用力成 45° 方向上剪应力最大,当剪应力达到材料屈服强度极限时,金属沿剪切面 AD 和 BC 剪切滑移而破坏。 b )为金属偏挤压,压头下方金属较厚,阻 a )金属挤压 b )金属偏挤压 c )金属切削 图 1.25 金属挤压与金属切削.

E N D
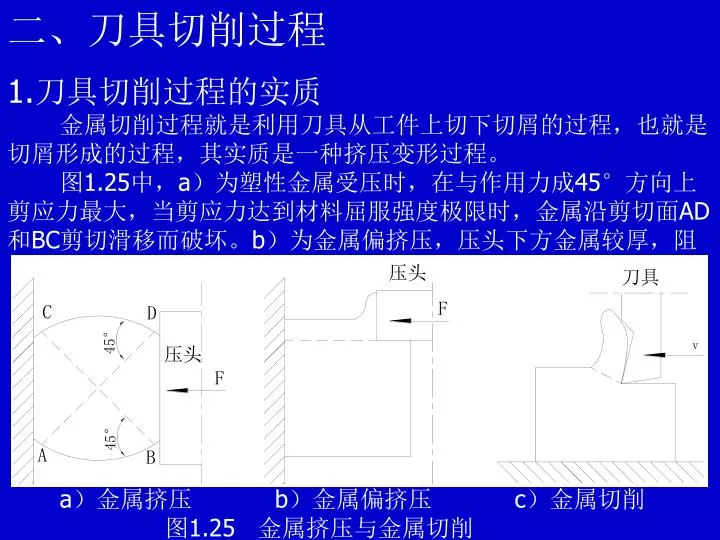
二、刀具切削过程 1.刀具切削过程的实质 金属切削过程就是利用刀具从工件上切下切屑的过程,也就是切屑形成的过程,其实质是一种挤压变形过程。 图1.25中,a)为塑性金属受压时,在与作用力成45°方向上剪应力最大,当剪应力达到材料屈服强度极限时,金属沿剪切面AD和BC剪切滑移而破坏。b)为金属偏挤压,压头下方金属较厚,阻 a)金属挤压 b)金属偏挤压 c)金属切削 图1.25 金属挤压与金属切削
力大,被挤压金属只能沿BC剪切面向上滑移破坏,c)为金属切削,刀具实际就是偏挤压的压头,由此可见,金属切削过程的实质是挤压过程。力大,被挤压金属只能沿BC剪切面向上滑移破坏,c)为金属切削,刀具实际就是偏挤压的压头,由此可见,金属切削过程的实质是挤压过程。 二、切屑的形成过程 1、切屑的形成 图1.26 切削变形区及切屑的形成过程
切削塑性金属时,工件受到刀具的挤压,开始产生弹性变形,此后材料的内应力逐渐增大,当剪切应力达到材料的屈服极限时,金属开始滑移而产生塑性变形,随着滑移变形的进行,剪切应力不断增大,变形达到材料允许的最大值时,切削层金属被挤裂而破坏。图1.26中,OA为始滑移面,左侧发生弹性变形,AOM区内产生塑性变形,OM为终滑移面,金属在其上剪切应力和塑性变形达到最大值,越过OM面,金属被切离工件母体,沿刀具前刀面流出形成切屑。随着刀具的不断向前运动,AOM区不断前移,切屑不断流出,切削层各点金属均要经历弹性变形、塑性变形、挤裂和切离的过程。切削塑性金属时,工件受到刀具的挤压,开始产生弹性变形,此后材料的内应力逐渐增大,当剪切应力达到材料的屈服极限时,金属开始滑移而产生塑性变形,随着滑移变形的进行,剪切应力不断增大,变形达到材料允许的最大值时,切削层金属被挤裂而破坏。图1.26中,OA为始滑移面,左侧发生弹性变形,AOM区内产生塑性变形,OM为终滑移面,金属在其上剪切应力和塑性变形达到最大值,越过OM面,金属被切离工件母体,沿刀具前刀面流出形成切屑。随着刀具的不断向前运动,AOM区不断前移,切屑不断流出,切削层各点金属均要经历弹性变形、塑性变形、挤裂和切离的过程。 2.切削变形区 (1)第Ⅰ变形区(AOM区域):又称基本变形区,切削层金属产生剪切滑移和大量塑性变形区域,机床提供的大部分能量主要消耗在该区域。是切削力、切削热的主要来源。 (2)第Ⅱ变形区(OE区域):切屑和前刀面的摩擦变形区。影响刀具前刀面的磨损和积屑瘤的形成。 (3)第Ⅲ变形区(OF区域):工件已加工表面与刀具后刀面的摩擦区域,影响刀具后刀面的磨损和工件的加工硬化和残余应力。
3、切屑的类型 切削加工时,被加工材料的性质和切削条件的不同,滑移变形有很大差异,得到不同形态的切屑,常见切屑有以下三种(图1.26): a) 带状切屑 b)挤裂切屑 c)崩碎切屑 图1.26 切屑的种类
a)带状切屑:切屑连绵不断,底部很光滑,背面毛茸状。加工塑性材料(低碳钢),切削厚度较小,切削速度较大,刀具前角较大。切屑变形:弹性变形→塑性变形→切离a)带状切屑:切屑连绵不断,底部很光滑,背面毛茸状。加工塑性材料(低碳钢),切削厚度较小,切削速度较大,刀具前角较大。切屑变形:弹性变形→塑性变形→切离 b)挤裂切屑(节状切屑):切屑背面呈锯齿形,底面有时有裂纹。加工较硬的塑性材料(中碳钢),切削厚度较大,切削速度较低,刀具前角较小。切屑变形:弹性变形→塑性变形→挤裂→切离 c)崩碎切屑:切屑呈碎块状。加工脆性金属材料(如铸铁、青铜),金属未经过塑性变形就被挤裂或断裂,材料越脆,刀具前角较小,切削厚度较大。切屑变形:弹性变形→挤裂→切离
三、刀具切削过程中的物理现象 1.总切削力 (1)、总切削力的来源。总切削力是切削刀具对工件的作用力,其大小影响切削热的多少,进而影响刀具的磨损和寿命以及工件加工精度和表面质量。切削力来源于切削过程的Ⅰ、Ⅱ、Ⅲ三个变形区: (1)第Ⅰ变形区内:克服切削层金属 弹、塑性变形的变形抗力。 (2)第Ⅱ变形区内:克服切屑与刀具 前刀面之间的摩擦阻力。 (3)第Ⅲ变形区内:克服工件与刀具 后刀面之间的摩擦阻力。
(2)、总切削力的分解。切削力Fr是 一空间矢量,可分解为三个相互垂直 的分力,见图1-28。 ①切削力Fc(切向力):总切削力在主运动方向上的正投影,其数值在三个分力中最大,消耗机床总功率的 95%~99%。是计算机床动力、刀具和夹具强度的依据,选择刀具几何角度和切削用量的依据。 ②进给力Ff (轴向力):总切削力在进给运动方向上的正投影,消耗机床总功率的1%~5%,作用在进给机构上,是设计和校检进给机构强度的依据。 ③背向力Fp (径向力):总切削力在垂直于工作平面上的分力,因为切削时在这个方向上的运动速度为0,所以Fp不做功,但作用在机床和工件刚性最弱的方向上,易使刀架移位和工件变形,引起振动,对切削过程十分不利,影响加工精度。
(3)、切削力的影响因素 ①工件材料:强度、硬度越高,切削力越大;塑性、韧性越高,切削力越大。(例:不锈钢、灰口铸铁和45钢) ②切削用量:切削深度aP和进给量f增大,切削力增大。 aP增大一倍, Fc加大一 倍;而f增大一倍, Fc增加68%~86%。 增大f,减小aP,可有效减小切削力。 ③刀具几何角度:增大前角 ,切削力FZ减小。 增大主偏角 ,Ff增大,Fp减小。 2.切削热 (1)、切削热的来源:切削热是切削过程中因变形和摩擦而产生的热量,来源于切削过程的Ⅰ、Ⅱ、Ⅲ三个变形区,见图1.29所示。
①第Ⅰ变形区内:切屑的变形功。 ②第Ⅱ变形区内:切屑与刀具前刀面之间的摩擦功。 ③第Ⅲ变形区内:工件与刀具后刀面之间的摩擦功。 塑性材料:主要来源于第Ⅰ变形区内切屑的变形功。 脆性材料:主要来源于第Ⅲ变形区内工件与后刀面的摩擦功。 (2)切削热的传散:切削热产生后,经切屑、刀具、工件和周围介质传散,如图所示,传热比例取决于工件材料、切削速度、刀具材料及几何角度、加工方式以及是否使用切削液等。在不施加切削液的情况下,一般切削传散最多,刀具次之,工件再次之,周围介质最少。 (3)切削热对加工的影响: ①工件产生热变形,影响加工精度。 ②刀具温度升高,磨损加剧,甚至使刀具丧失切削能力。 ③切屑形成的热源,影响机床精度。
(4)、减少切削热的措施:改善散热条件,其主要措施有合理选择切削用量(尤其是切削速度)和刀具角度,合理施加切削液等。(4)、减少切削热的措施:改善散热条件,其主要措施有合理选择切削用量(尤其是切削速度)和刀具角度,合理施加切削液等。 3.积屑瘤 (1)积屑瘤:以中等切削速度切削塑性金属时,常有一些来自切屑和工件的金属粘接在前刀面上,形成硬度很高(高于工件材料硬度2~3.5倍)的“瘤”状的硬质金属块(图1.31),它是第Ⅱ变形区在特定条件下金属摩擦变形的产物 。
(2)产生条件:①切削塑性金属 ②中等切削速度(Vc=(5~60)m/s)切削 (3)产生原因:切屑底面的滞留层金属与前刀面的外摩擦阻力大于 切屑内部的分子结合力。 (4)积屑瘤对加工的影响: ①积屑瘤附着在刀尖上,代替刀刃进行切削,保护刀刃。 ②增大工作前角,可减小切屑变形和使得切削变得轻快。 ③积屑瘤时生时灭,使切削深度aP不断变化,影响工件尺寸精度。 ④积屑瘤在工件已加工表面上刻划出一些不均匀的沟痕,影响表面粗糙度。 (5)积屑瘤对粗精加工的影响 ①粗加工:可利用积屑瘤保护刀尖,常采用中速切削 ②精加工:应避免积屑瘤,以保证加工质量,常采用高速(Vc>100m/min)或低速(Vc<5/min )
4.表面变形强化(加工硬化)和残余应力 (1)表面变形强化:切削塑性金属时,工件已加工表面的硬度明显提高而塑性下降的现象(硬度提高1.2~2倍,深度0.02~0.3mm)。 原因:切削塑性金属 时,第Ⅰ、Ⅲ变形区均扩 展到切削层以下,使即将 成为已加工表面的表层金 属产生一定的塑性变形; 刀具的刃口不可能磨的绝 对尖锐,导致切削层与工 件母体的分离点O不在刃 口圆弧的最低点,而有一 层厚度为∆H的金属留下 来,经过O点以下的刃口弧面挤压变形后成为已工件表面,由∆H减薄到∆h;后刀面的磨损及被挤压金属产生的弹性恢复增加了后刀面与已加工表面的接触长度,加剧了对已加工表面挤压和摩擦,使已加工表面产生剧烈的塑性变形而产生加工硬化。
塑性变形越大,表面变形强化越严重。 (2)、残余应力:在外力消失后,残存在物体内部而总体又保持平衡的内应力。可使工件表面产生微裂纹,降低零件的疲劳强度,引起工件变形,影响加工精度的稳定性。 采取措施: (1)增大刀具前角 (2)使用锋利的刀具 (3)采用适宜的切削液
