Download
1 / 33
560 likes | 905 Views
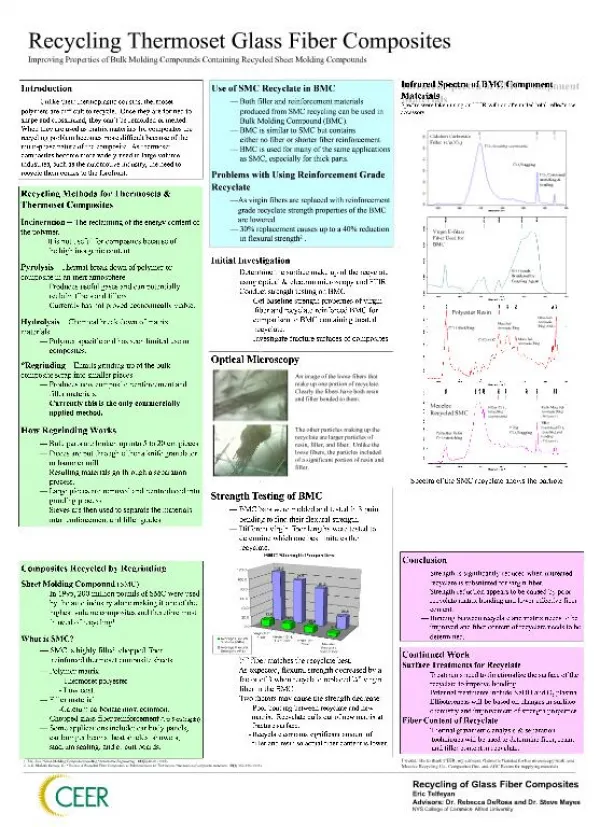
Routes to Recycling or Disposal of Thermoset Composites . Steve Pickering School of Mechanical, Materials and Manufacturing Engineering . Presentation Outline. Need to Recycle Problems in recycling thermoset composites Recycling/Disposal Processes mechanical recycling

E N D
Routes to Recycling or Disposal of Thermoset Composites Steve Pickering School of Mechanical, Materials and Manufacturing Engineering
PresentationOutline Need to Recycle Problems in recycling thermoset composites Recycling/Disposal Processes mechanical recycling thermal processing Future Prospects
Need to Recycle • Pressure from legislation • EU Directives • Landfill • End-of-Life Vehicles • Waste Electrical and Electronic Equipment • Construction and Demolition Waste
Recycling Heirarchy • Prevent waste • Reuse product • Recycle material • Incineration • with material and energy recovery • with energy recovery • without recovery • Landfill Does not measure recycling quality (environmental benefit)
Problems in Recycling Thermoset Composites • Technical Problems • Thermosetting polymers can’t be remoulded • Long fibres • Mixtures of materials (different compositions) • Contamination • Costs • Collection and Separation
Recycling Processes for Thermoset Composites Mechanical Recycling (comminution) Thermal Processes Pyrolysis/ Gasification Powdered fillers Fibrous products (potential reinforcement) Fluidised bed process Combustion with energy recovery(and material utilisation) Chemical products, fibres and fillers Clean fibres and fillers with energy recovery
Mechanical Recycling • Size reduction • Coarse primary crushing • Hammer milling followed by grading to give: • Powder • Coarser fractions (reinforcement rich) • All scrap material is contained in recyclate (incl. different polymers, contamination, paint….)
Mechanical Recycling • Recycling into new composites • Powdered recyclate useful as a filler • (up to 25% incorporated in new composite) • Coarser recyclate has reinforcement properties • (up to 50% substitution of glass fibre) • Several companies have been founded to commercialise recycling – ERCOM (Germany), Phoenix Fiberglass (Canada)
Mechanical Recycling • Recycling into other products • Compounding with thermoplastics • Production of reinforcement with recyclate core to allow resin flow during impregnation • Using recyclate to provide damping (noise insulation) • Alternative to wood fibre • Asphalt
Thermal Processing • Combustion with Energy and Material Recovery • Calorific value of thermosetting resins ~ 30 MJ/kg • Co-combustion with municipal waste in mass burn incinerators • Co-combustion in cement kilns • Co-combustion with coal in fluidised bed
Thermal Processing Combustion with energy recovery • Calorific value depends on inorganic content (10 - 30 MJ/kg) • Filler effects: • CaCO3 1.8 MJ/kg (+800 C) • ATH 1.0 MJ/kg • ‘Cleaner than coal’ • Bulky ash remaining
Thermal Processing Combustion with energy and material recovery Cement manufacture • energy recovery from polymer • glass and fillers combine usefully with cement minerals • fuel substitution limited to <10% by boron in E-glass Potential savings <£20/tonne of GRP used
Thermal Processing Combustion with energy and material recovery Fluidised Bed Coal Combustion • (Limestone filled composites) • energy recovery from polymer • limestone filler absorbs oxides of sulphur from coal • commercial trial undertaken
Clean flue gas To energy recovery ScrapCFRP Cyclone Afterburner 300 mm Fan Recovered Fluidised Fibre Bed Air distributor Electric Pre-heaters plate Air Inlet Thermal Processing – Fluidised Bed Process
Scrap FRP Clean Flue Gas Fibres and fillers carried in gas flow Secondary Heat Separation Fluidised of fibres Combustion Recovery Bed and fillers Chamber Recovered Recovered Recovered Fibres Fillers Energy Fluidised Bed Processing Materials and Energy Recovery
Fluidised Bed Operation • Temperature: 450 to 550 deg C • Fluidising air velocity: up to 1.3 m/s • Fluidising medium: silica sand 1mm • Able to process contaminated and mixed composites • eg: double skinned, foam cored, painted automotive components with metal inserts
Recovered Glass Fibres Properties • Strength: reduced by 50% (at 450 C) • Stiffness: unchanged • Purity: 80% • Fibre length: 3 to 5 mm (wt)
Reuse of Recycled Glass FibreMoulding Compounds • Moulding - virgin glass fibre Moulding Compounds • Only effect is 25% reduction in impact strength • no change to processing conditions • demonstrator components produced • Moulding - 50% recycled glass fibre
Outline Process EconomicsGlass Fibre Recycling Commercial Plant Schematic (5000 tonnes/year)
Outline Process EconomicsGlass Fibre Recycling 5,000 tons/year Capital £3.75million Annual costs: £1.6 million Annual Income: £1.3 million Breakeven throughput: 10,000 tons/year
Clean flue gas To energy recovery ScrapCFRP Cyclone Afterburner 300 mm Fan Recovered Fluidised Fibre Bed Electric Pre-heaters Air distributor plate Air Inlet Fluidised Bed Process
Carbon Fibre Properties • Tensile strength reduced by 25% • Little change in modulus • No oxidation of carbon fibres
~200mm Carbon Fibre Properties Fibre Quality • Fibre surface quality similar to virgin fibre • Clean fibres produced 100mm 100m
Recovered Fibre Composite • Fibres made into polycarbonate composite Strength Stiffness
Combustible Gases to heat reactor Reactor Hot gases Scrap feed Condenser Solid Products (fibres, fillers, char) Solid and Liquid Hydrocarbon Products Thermal Processing Pyrolysis Process
Thermal Processing • Pyrolysis Processes • Heating composite (400 – 800°C) in absence of air to give • hydrocarbon products – gases and liquids • fibres • Some char contamination on fibres • Hydrocarbon products potential for use as fuels or chemical feedstock • Low temperature (200°C) catalytic pyrolysis for carbon fibre • Gasification – limited oxygen – no char, fuel gases evolved
Thermal Processing Products from Pyrolysis (450°C) Polyester Composite(30% glass fibre, 7% filler, 63% UP resin) 6% Gases: CO2 & CO (75%) + H2, CH4 ……. 40% Oilshydrocarbons, styrene (26%)……. 15% Waxesphthalic anhydride (96%)….. 39% Solidsglass fibre & fillers (CaCO3), char (16%)
What is best Recycling Route?? • Established hierarchy and ELV Directive favour mechanical recycling techniques – but are these the best environmentally?? • Detailed Life Cycle Analysis needed to identify environmental impact • Recent project in Sweden (VAMP18) has considered best environmental and cost options for recycling a range of composites
Prospects for Commercial Success? • ERCOM and Phoenix – viable levels of operation not achieved • Recyclates too expensive to compete in available markets • Need to develop higher grade recyclatesfor more valuable markets • Legislation and avoidance of landfill are new driving forces
Value in Scrap Composites • Energy value of polymer £ 30/tonne • Value of polymer pyrolysis products Maleic Anhydride, Bisphenol A £1,000/tonne • Value of filler £ 30/tonne • Value of glass fibre £1,000/tonne • Value of carbon fibre £10,000/tonne
New Initiative • EuCIA (GPRMC) initiative • ECRC (European Composites Recycling Concept) • Scheme to fund recycling to meet EU Directives • A guarantee that composites will be recycled
Conclusions • A range of technologies is under development • material recycling • thermal processing • Key barriers to commercial success are markets at right cost • Need for environmental analysis to identify best options • Future legislation is driving industry initiatives
Fluidised Bed Process Recycled Carbon Fibre Life Cycle Analysis • Energy use for recovery process is 10% of virgin fibre production • 40% to 45% energy reduction observed for recovered fibre composites